
In order to promote public education and public safety, equal justice for all, a better informed citizenry, the rule of law, world trade and world peace, this legal document is hereby made available on a noncommercial basis, as it is the right of all humans to know and speak the laws that govern them.
SUPERSEDED
ANSI Z89-1-1969
American National Standard
safety requirements for industrial
head protection
ANSI
Z89.1-1969
Partial Revision of Z2.1-1959
Sponsor
United States Department of the Navy
Approved December 17, 1969
American National Standards Institute, Inc
American National Standard
An American National Standard implies a consensus of those substantially concerned with its scope and provisions. An American National Standard is intended as a guide to aid the manufacturer, the consumer, and the general public. The existence of an American National Standard does not in any respect preclude anyone, whether he has approved the standard or not, from manufacturing, marketing, purchasing, or using products, processes, or procedures not conforming to the standard. American National Standards are subject to periodic review and users are cautioned to obtain the latest editions.
CAUTION NOTICE: This American National Standard may be revised or withdrawn at any time. The procedures of the American National Standards Institute require that action be taken to reaffirm, revise, or withdraw this standard no later than five years from the date of publication. Purchasers of American National Standards may receive current information on all standards by calling or writing the American National Standards Institute.
Published by
American National Standards Institute, Inc
1430 Broadway, New York, New York 10018
Copyright © 1970 by American National Standards Institute, Incorporated
All rights reserved.
No part of this publication may be reproduced in any form,
in an electronic retrieval system or otherwise,
without the prior written permission of the publisher.
Printed in the United States of America
W1M1272/325
vi vii(This Foreword is not a part of American National Standard Safety Requirements for Industrial Head Protection, Z89.1-1969.)
This standard is a partial revision of American National Standard Safety Code for Head, Eye, and Respiratory Protection, Z2.1-1959. In 1962 the Safety Standards Board approved the division of the Z2 Committee into three separate projects: Z87 — Industrial Eye Protection, Z88 — Respiratory Protection, and Z89 — Industrial Head Protection.
In August 1962, the Safety Standards Board approved the scope of the Z89 Standards Committee: “Safety requirements for the protection of the heads of occupational workers from impact and electrical shock.” Soon after the first organizational meeting in October 1963, the task of developing a standard for industrial head protection was assigned to a Specifications Subcommittee.
After a careful review of the first draft standard, which included all the types and classes of protective helmets under consideration, it was decided that the interests of all concerned would best be served by developing two separate standards — one for general head protection, Z89.1. and one for electrical (high-voltage) protection, Z89.2.
After consideration of a draft of Z89.1 at a meeting of the full committee in June 1968, revised drafts were submitted to two letter ballots, and American National Standard Z89.1-1969 was approved on December 17, 1969.
Suggestions for improvement gained in the use of this standard will be welcome. They should be sent to the American National Standards Institute. 1430 Broadway. New York. N.Y. 10018.
At the time it approved this standard, the Z89 Committee had the following members:
Robert W. Webster. Chairman
| Organization Represented | Name of Representative |
|---|---|
| American Federation of Labor and Congress of Industrial Organizations | C.F. Moran Lloyd D. Utter Walter J. Feltz (Alt) |
| American Gas Association | J. P. Carroll J. F. McGuigan |
| American Insurance Association | Robert Conroy |
| American Society of Mechanical Engineers | E. L. Davison J. L. Ryan, Jr. (Alt) |
| American Mutual Insurance Alliance | Edward J. Baxs Frederick H. Ders (Alt) |
| American Society of Safety Engineers | Raymond I. Pfeifer Edward N. Deck (Alt) |
| Associated General Contractors of America | Henry V. Carvill |
| Association of American Railroads | W. C. Laraway |
| Canadian Standards Association (Liatson) | D. P. Russell |
| Edison Electric Institute | G. W. Els A. T. Higgins (Alt) |
| General Services Administration | Ralph M. Greene |
| Industrial Medical Association | W. Garret Hume |
| Industrial Safety Equipment Association | H.A. Raschke R. G. Tressler M. F. Shields (Alt) Harley N. Trice (Alt) |
| International Association of Fire Chiefs | Joseph M. Redden Donald M. O'Brien (Alt) |
| International Association of Governmental Labor Officials | Craig H. Haaren |
| National Fire Protection Association | Paul R. Lyons |
| National Safety Council | F. M. Livingston, Jr. C. S. Wolff (Alt) |
| Society of the Plastics Industry | Harley N. Trice |
| The Telephone Group | W. E. Bray |
| United Mine Workers of America | Lewis E. Evans |
| U. S. Department of the Army | Edward R. Gloyd |
| U. S. Department of Labor, Bureau of Labor Standards | F. A. Van Atta Patrick F. Cestrone (Alt) |
| U. S. Department of the Navy | J. N. Cornette |
The Specifications Subcommittee, which developed this standard, had the following members:
P. W. O'Donnell, Chairman† R.G. Tressler, Chairman
| W. G. Bush | H. A. Raschke |
| J. R. Cambron | M. F. Shields |
| G. W. Elg | R. W. Webster |
| SECTION | PAGE | |||
|---|---|---|---|---|
| 1. | Scope | 7 | ||
| 2. | Definitions | 7 | ||
| 3. | Types and Classes | 7 | ||
| 4. | Materials | 7 | ||
| 5. | General Requirements | 7 | ||
| 5.1 | Shell | 7 | ||
| 5.2 | Headband | 7 | ||
| 5.3 | Crown Straps | 8 | ||
| 5.4 | Accessories | 8 | ||
| 5.5 | Instructions | 8 | ||
| 5.6 | Marking | 8 | ||
| 6. | Detailed Requirements | 8 | ||
| 6.1 | Shell | 8 | ||
| 6.2 | Headband | 8 | ||
| 6.3 | Crown Straps | 9 | ||
| 7. | Physical Requirements | 9 | ||
| 7.1 | Insulation Resistance | 9 | ||
| 7.2 | Impact Resistance | 9 | ||
| 7.3 | Penetration Resistance | 9 | ||
| 7.4 | Weight | 9 | ||
| 7.5 | Flammability | 9 | ||
| 7.6 | Water Absorption | 9 | ||
| 8. | Methods of Test | 9 | ||
| 8.1 | Preparation of Samples | 9 | ||
| 8.2 | Insulation Resistance Test | 9 | ||
| 8.3 | Impact Resistance Tests | 10 | ||
| 8.4 | Penetration Resistance | 10 | ||
| 8.5 | Flammability | 11 | ||
| 8.6 | Water Absorption | 14 | ||
| Table 1 Transmitted Forces in Pounds | 11 | |||
| Figures | ||||
| Fig. 1 | Brinell Hardness Penetrator Assembly | 12 | ||
| Fig. 2 | Suggested Apparatus for Measurement of Crown Clearance | 13 | ||
| Appendix | ||||
| A1. | Recommendations Concerning Equipment | 15 | ||
| A1.1 | Laces | 15 | ||
| A1.2 | Painting and Cleaning | 15 | ||
| A1.3 | Periodic Inspection | 15 | ||
| A1.4 | Limitation of Protection | 15 | ||
| A1.5 | Sizes | 15 | ||
| A1.6 | Precautions | 15 | ||
American National Standard Safety Requirements for Industrial Head Protection
This standard establishes specifications for industrial protective helmets for the protection of heads of occupational workers from impact and penetration from falling and flying objects and from limited electric shock and burn. This standard does not include high-voltage protective helmets. Class B.
brim. An integral part of the shell extending outward over the entire circumference to protect the face, neck, and shoulders.
chin strap. An adjustable strap, attached directly or indirectly to the shell, and fitting under the chin to secure the helmet to the head.
crown straps. That part of the suspension which passes over the head.
headband. That part of the suspension which encircles the head.
helmet. A rigid device that is worn to provide protection for the head, or portions thereof, against impact, flying particles, or electric shock, or any combination thereof; and which is held in place by a suitable suspension.
nape strap. An adjustable strap, attached directly or indirectly to the shell, and fitting behind the head to secure the helmet to the head.
peak. An integral part of the shell extending forward over the eyes only.
shell. A helmet less suspension, accessories, and fittings.
suspension. The internal cradle of the helmet which holds it in place on the head and is made up of the headband and crown straps.
sweatband. That part of the headband, integral or replaceable, which comes in contact with at least the wearer's forehead.
winter liner. A snug-fitting cover worn under the helmet to protect the head, ears, and neck from the cold.
Protective helmets shall be of the following types and classes:
Type 1 —Helmet, full brim
Type 2 —Helmet, brimless, with peak
Class A —Limited voltage protection
Class C —No voltage protection
Class D —Limited voltage protection. Fire Fighters' Service, Type 1, only.
Materials used in helmet shells shall be water-resistant and slow-burning. All materials coming in contact with the wearer's head shall be non-irritating to normal skin. Materials used in Class D helmets shall be fire–resistant (self-extinguishing when tested in accordance with Test for Flammability of Self-Supporting Plastics D635-68, published in Philadelphia by the American Society for Testing and Materials in 1968) and shall be non-conductors of electricity.
Each helmet shall consist essentially of a shell and suspension. Provision shall be made for ventilation between the headband and shell.
5.1 Shell. The shell shall be dome–shaped, of one-piece seamless construction. There shall be no holes in the shell except those for mounting suspensions or accessories.
5.2 Headband. Headbands shall be of leatherette, plastic, or other suitable materials that are comfortable.
75.2.1 Sweatband. Sweatbands shall be made of leatherette, plastic, or other suitable materials that are comfortable.
5.3 Crown Straps. Crown straps should be made of plastic, closely-woven webbing, or other suitable material, and conform comfortably to the shape of the wearer's head.
5.4 Accessories
5.4.1 Chin Strap and Nape Strap. The chin strap and nape strap shall be adjustable and made of closely-woven webbing, leather, elastic-webbing combination, plastic, or other suitable material not less than ½ inch in width.
5.4.2 Winter Liners. Winter liners should be made of fabric, plastic, or other suitable material. Colored materials shall be fast-dyed. The outer surface may be water-resistant.
5.4.3 Face Shields and Welding Helmets. When worn in conjunction with industrial protective helmets, face shields and welding helmets shall meet the requirements set forth in the current American National Standard Practice for Occupational and Educational Eye and Face Protection, Z87.1-1968, or the latest revision thereof. When so worn, helmets may be without peaks or brims.
5.4.4 Lamp Bracket. The lamp bracket, if supplied, shall be plastic or other suitable material to hold the lamp properly. The bracket shall be designed to provide proper beam angle when the helmet is worn in the normal position.
5.5 Instructions. Each helmet shall be accompanied by instructions explaining the proper method of adjusting the suspension and headband.
5.6 Marking. Each helmet shall be identified on the inside of the shell in letters not less than ⅛ inch high, with the name of the manufacturer, the American National Standard designation and class. For example:
Manufacturer
ANSI Z89.1-1969
Class A
6.1 Shell. Type 1 helmet shells shall have a continuous brim not less than 1¼ inches wide. Type 2 shells shall include a peak extending forward from the crown.
6.2 Headband. The headband shall be adjustable in ⅛size increments. The size range of commercial helmet sizes, from at least 6 ½ to 8 inclusive, shall be accommodated by one or more headbands. The size range and adjustment shall be marked on the headband in a permanently legible manner. When the headband is adjusted to the maximum designated size, there shall be sufficient clearance between the shell and headband to provide ventilation. The surface of the headband, in contact with the wearer's head, shall not be less than one-inch nominal width. Headbands (or sweatbands) shall be removeable and replaceable.
| Headband Size | Circumferential Measurement (Inches) |
|---|---|
| 6 ½ | 20 ½ |
| 6 ⅝ | 20 ⅞ |
| 6 ¾ | 21 ¼ |
| 6 ⅞ | 21 ⅝ |
| 7 | 22 |
| 7 ⅛ | 22 ⅜ |
| 7 ¼ | 22 ¾ |
| 7 ⅛ | 23 ⅛ |
| 7 ½ | 23 ½ |
| 7 ⅝ | 23 ⅞ |
| 7 ¾ | 24 ¼ |
| 7 ⅞ | 24 ⅝ |
| 8 | 25 |
NOTE: The above measurements are to be made with materials that will not stretch, preferably with a tape measure. In selecting sizes, measure the circumference of the head where the helmet is normally worn. Note the nearest corresponding figure on the chart for size. Allowable tolerance of circumferential measurement shall be ± ⅛ inch. Nothing in this standard shall be construed as prohibiting larger or smaller headband sizes as specified. Headbands that incorporate an integral nape strap will not necessarily conform to the circumferential measurements tabulated above: however, they must accommodate the required head sizes.
6.2.1 Sweatband. The sweatband may be of the removeable-replaceable type or may be integral with the headband. The sweatband shall cover at least the forehead portion of the headband.
86.3 Crown Straps. The crown straps, when assembled, shall form a cradle for supporting the helmet on the wearer's head, so that the distance between the top of the head and the underside of the shell cannot be adjusted to less than 1-1¼ inches as measured under test conditions in 8.3.2.
7.1 Insulation Resistance. Class A and D helmets, when tested in accordance with the method specified in 8.2 shall withstand 2200 volts, AC, 60 hertz (root-mean-square value) for one minute, with leakage current not in excess of 3 milliamperes. This test is not applicable to Class C.
7.2 Impact Resistance. When tested in accordance with the method specified in 8.3, helmets shall transmit an average force of not more than 850 pounds, and no individual specimen shall transmit a force of more than 1000 pounds.
7.3 Penetration Resistance. When tested in accordance with the method specified in 8.4, Classes A and D helmets shall not be pierced more than ⅜ inch and Class C helmets not more than 7/16 inch, including the thickness of the shell material.
7.4 Weight. The weight of each helmet, complete with suspension and headband, but exclusive of accessories, shall not exceed 15.0 ounces for Class A or C helmets or 30.0 ounces for Class D helmets.
7.5 Flammability. For Class A helmets, when tested in accordance with the method specified in 8.5, the thinnest section of the shell shall burn at a rate not greater than three inches per minute. For Class D helmets, the thinnest section of the shell shall be self-extinguishing when tested according to ASTM D635-68. This test is not applicable to Class C.
7.6 Water Absorption. When tested in accordance with the method specified in 8.6, helmet shells shall not absorb more than 5.0 percent of water.
8.1 Preparation of Samples (Insulation Resistance and Water Absorption Tests). Where it is evident that the sample helmets have a protective coating over the basic material, the exterior surface of the shell shall be abraded until the basic material is exposed using a No. 60 grit garnet paper. Tests shall be made at room temperature (23 ± 2C or 73.4 ± 3.6° F). Controlled relative humidity of 50 ± 5 percent shall be used only in cases of disagreement. The temperatures specified in the various test procedures shall be interpreted as the temperature of the specimen.
8.2 Insulation Resistance Test
8.2.1 Apparatus. The test apparatus shall consist of the following:
(1) A vessel, containing fresh tap water, of sufficient size to submerge an inverted helmet shell to within ½ inch of the junction of the brim with the crown.
(2) A wire frame for suspending the test specimen in the water.
(3) A source of 60-hertz alternating current with 2200 volts (root-mean-square).
(4) Wiring and terminals for application of voltage across the crown of the test specimen.
(5) A volt meter of sufficient capacity.
(6) A millimeter of sufficient capacity and accuracy to measure the specified currents.
8.2.2 Mounting of Specimens. The inside of the helmet shell (without suspension or accessories) shall be filled with fresh tap water to within ½ inch of the junction of the brim and crown. If a Class A or D shell contains holes in the crown near the brim for mounting suspension, it shall be filled to within ½ inch of the holes. The shell shall then be submerged in the same type of water to the same level as the water on the inside of the shell. The volt meter and millimeter shall be attached to the circuit.
8.2.3 Test Procedures. Care should be taken to keep the unsubmerged portion of the shell dry so that flashover on application of voltage does not occur. The voltage shall be applied and increased to 2200 volts, held there for one minute, and the current leakage noted.
8.2.4 Reporting. For each specimen, the leakage current, or evidence of breakdown, shall be reported.
98.3 Impact Resistance Tests
8.3.1 Apparatus. The test apparatus shall consist of the following:
(1) A standard head form. The standard head form mentioned throughout this standard is the model head known as “A.M.L. Head Size Standard” medium size.1
Test-block forms which simulate the standard head form may be employed. The head form may be low resonance magnesium K-1A, aluminum, or wood. For protection from damage, wood head forms may be provided with a steel insert in the crown.
(2) A Brinell penetrator assembly as shown in Fig. 1. The impression bar shall be of 1100-0 aluminum ½ x 1⅛ inch, having a predetermined Brinell hardness of 21 to 24, as measured with a 500 kilogram load using a ten millimeter ball. The Brinell penetrator used in the impact test shall be a hardened steel ball ½ inch in diameter.
(3) A steel ball approximately 3¾ inches in diameter and weighing 7.8 to 8.0 pounds.
(4) A Brinell microscope, or other suitable microscope, accurate to 0.05 millimeters.
8.3.2 Mounting of Specimens. For the impact-absorption and penetration-resistance tests, the specimen, with adjustment lace (if any) removed, and the headband adjusted to size 7¼, shall be mounted on the medium size (size 7) standard head form so that the drop ball, head form, and the penetrator ball are center-aligned by means of a plumb bob. The center of the crown of the specimen shall be as nearly centered as possible. The specimen shall be mounted with the back toward the fulcrum of the test equipment. To determine the clearance, the shell, minus suspension, shall be placed on the head form and a dimensional reading taken, as shown in Fig. 2. The suspension shall then be installed, and another dimensional reading taken with a 25-pound weight, having a flat surface of not less than two inches in diameter, applied to the crown of the shell. The difference in dimensional readings shall be the clearance.
8.3.3 Test Procedures. The Brinell penetrator assembly, with head form attached, shall be placed on a substantially level concrete floor and located beneath the drop ball so that the center of the head form is aligned with the center of the drop ball by means of a plumb bob. Specimens shall be tested at 0°F and 120°F. All specimens shall be subjected to the test temperature for at least two hours prior to impact tests. The impact test should be conducted within 15 seconds after the removal of the specimen from the temperature-conditioning apparatus. The ball shall be dropped vertically on the crown from a height of 60 inches measured form the bottom of the ball to the top of the shell. The ball shall not be allowed to strike the specimen more than once. Impressions shall be spaced at least 2½ diameters apart, edge to edge, and not less than 2½ diameters from the edge of the bar. Elliptical impressions shall be disregarded if the difference between the minimum and maximum axis exceeds 0.3 millimeter. All impressions from double blows shall be disregarded. The minimum diameter of the impression produced on the impression bar shall then be measured to the nearest 0.1 millimeter with the Brinell microscope. For each test the average Brinell hardness number of the impression bar used shall be recorded.
8.3.4 Reporting. The average force and the greatest individual force for at least three specimens tested under one group shall be computed and reported. The forces shall be computed from impression diameter using Table 1 or the following Brinell formula:

where
F = transmitted force in pounds
H = average Brinell hardness number of the impression bar
D = diameter of the impression ball in millimeters
d = diameter of the impression in millimeters
8.4 Penetration Resistance
8.4.1 Apparatus. The apparatus shall consist of the following:
1The standard head form may be obtained from the National Bureau of Standards, Washington, D.C. 20324: Aero-Medical Laboratory. Wright Air Development Center. Wright-Patterson Air Force Base. Ohio 45433: or Nondestructive and Tool Testing Division, Laboratory Branch, Quality Assurance Section. Philadelphia Naval Shipyard, Philadelphia, Pa 19112.
10| Brinell Hardness Number | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | ||
| Diameter of impression, millimeters |
3.9 | 485 | 515 | 540 | 565 | 595 | 620 | 650 | 675 | 700 | 730 | 755 | 785 | 810A |
| 4.0 | 510 | 540 | 570 | 600 | 625 | 655 | 680 | 710 | 740 | 765 | 795 | 825 | 850 | |
| 4.1 | 540 | 570 | 600 | 630 | 660 | 690 | 720 | 750 | 775 | 810 | 835 | 865 | 895 | |
| 4.2 | 565 | 600 | 630 | 660 | 690 | 720 | 755 | 785 | 815 | 850 | 880 | 910 | 940 | |
| 4.3 | 595 | 625 | 660 | 695 | 725 | 760 | 790 | 825 | 860 | 890 | 925 | 955 | 990B | |
| 4.4 | 625 | 660 | 690 | 725 | 760 | 795 | 830 | 865 | 900 | 935 | 970 | 1000 | 1040 | |
| 4.5 | 650 | 690 | 725 | 760 | 795 | 835 | 870 | 905 | 940 | 975 | 1015 | 1050 | 1085 | |
| 4.6 | 680 | 720 | 760 | 795 | 835 | 870 | 910 | 950 | 985 | 1025 | 1060 | 1100 | 1135 | |
| 4.7 | 715 | 755 | 790 | 830 | 870 | 910 | 950 | 990 | 1030 | 1070 | 1110 | 1150 | 1190 | |
| 4.8 | 745 | 785 | 825 | 870 | 910 | 950 | 990 | 1035 | 1075 | 1115 | 1155 | 1200 | 1240 | |
| 4.9 | 780 | 820 | 865 | 905 | 950 | 995 | 1035 | 1080 | 1125 | 1165 | 1210 | 1255 | 1295 | |
| 5.0 | 810 | 850 | 900 | 945 | 990 | 1040 | 1080 | 1130 | 1175 | 1220 | 1265 | 1310 | 1355 | |
| 5.1 | A845 | 895 | 940 | 985 | 1035 | 1080 | 1130 | 1175 | 1220 | 1270 | 1315 | 1365 | 1410 | |
| 5.2 | 880 | 930 | 980 | 1030 | 1080 | 1125 | 1175 | 1225 | 1275 | 1325 | 1370 | 1420 | 1470 | |
| 5.3 | 920 | 970 | 1020 | 1070 | 1120 | 1175 | 1225 | 1275 | 1325 | 1375 | 1430 | 1480 | 1530 | |
| 5.4 | 955 | 1005 | 1060 | 1115 | 1165 | 1220 | 1270 | 1325 | 1380 | 1430 | 1485 | 1535 | 1590 | |
| 5.5 | B990 | 1045 | 1100 | 1155 | 1210 | 1265 | 1320 | 1375 | 1430 | 1485 | 1540 | 1595 | 1650 | |
| 5.6 | 1030 | 1085 | 1140 | 1200 | 1255 | 1310 | 1370 | 1425 | 1480 | 1540 | 1600 | 1655 | 1710 | |
| NOTE 1: Values below line A exceed or are equal to the specified average force. NOTE 2: Values below line B exceed or are equal to the specified individual force. |
||||||||||||||
(1) A standard head form as specified in 8.3.1.1.
(2) A one-pound plumb bob of steel with a point having an included angle of 35 ± 1 degrees and a maximum point radius of 0.010 inch.
8.4.2 Mounting of Specimens. Specimens shall be mounted as specified in 8.3.2.
8.4.3 Test Procedures. The head form should be placed on a substantially level concrete floor beneath the plumb bob. The plumb bob shall be dropped ten feet to strike the shell within a three-inch diameter circle, the center of which will be the geometric center of the shell. The plumb bob shall not fall on any ridges or injection points. Test shall be conducted at room temperature. Penetration shall be measured along the side of the point of the plumb bob and shall include the thickness of the shell.
8.4.4 Reporting. The depth of penetration shall be reported as the average for three specimens.
8.5 Flammability. Test method ASTM D635-68 shall be employed to determine conformance to 7.5. Three strips shall be used in lieu of the ten specimens required in ASTMD635-68.
8.5.1 Preparation of Specimens. At least three specimens, ½ inch wide and five inches long, shall be cut from a shell, so as to give as flat a section as practicable. Each specimen shall be marked by scribing lines at ½-inch intervals starting from one end of the specimen.
8.5.2 Mounting of Specimen. The specimen shall be clamped in a support at the end farthest from the first ½-inch mark with its longitudinal axis horizontal and its transverse axis inclined 45°.
8.5.3 Test Procedure. The alcohol lamp, or gas burner, with a neutral blue flame ½ to ¾ inch in height, shall be placed under the free end of the strip and adjusted so that the flame tip is just in contact with the material. At the end of 30 seconds the flame shall be removed, and the specimens allowed to burn. A stop watch shall be started when the flame reaches the first mark, and the time observed when the flame reaches the 3½-inch mark. In the case of specimens that are self-extinguishing, the burner shall be placed under the free end for a second period of 30 seconds. Immediately upon removal of the burner, the stopwatch shall be started, and the time of after-flaming observed.
11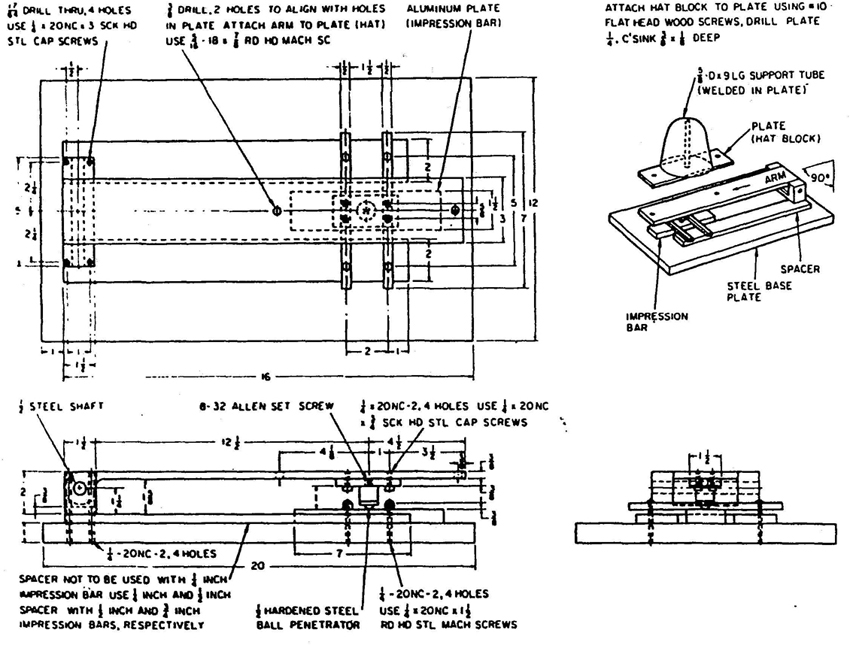
Fig. 1 Brinell Hardness Penetrator Assembly
12
Fig. 2 Suggested Apparatus for Measurement of Crown Clearance
138.5.4 Reporting. For Class A shells, the burning rate, in inches per minute, shall be reported as the average for three specimens. For Class D shells, the length of time, in seconds, that the material continues to burn, shall be reported as the average for three specimens.
8.6 Water Absorption
8.6.1 Apparatus. The test apparatus shall consist of the following:
(1) An oven of sufficient size where an even and consistent temperature of 120°F can be maintained for at least four hours.
(2) A vessel containing fresh tap water of sufficient size to completely submerge a helmet shell.
8.6.2 Mounting of Specimens. A helmet shall be placed in the oven to heat for at least four hours at 120°F.
8.6.3 Test Procedures. After heat conditioning for at least four hours at 120 °F, the shell shall be weighted, then submerged in fresh tap water for 24 hours at atmospheric pressure and room temperature. After removal from the water, the shell shall be wiped lightly to remove surface moisture with an absorbent cloth, or paper towel, and re-weighed.
8.6.4 Reporting. The difference in weight (before and after immersion) multiplied by 100, and divided by the initial weight, equals the percent water absorption. The percent water absorption shall be reported as the average for three specimens.
14(This Appendix is not a part of American National Standard Specifications for Industrial Head Protection. Z89.1-1969, but is included for information purposes only.)
A1.1 Laces. Laces, if any, should always be tied securely with a square knot.
A1.2 Painting and Cleaning. Caution should be exercised if shells are to be painted, since some paints and thinners may attack and damage the shell and reduce protection. The manufacturer should be consulted with regard to paints or cleaning materials for their particular products. A common method of cleaning and sterilization of shells, is dipping them in hot water (approximately 140 ° F). containing a good detergent. for atleast a minute. Shells should then be scrubbed and rinsed in clear water (approximately 140 ° F). After rinsing, the shell should be carefully inspected for any signs of damage.
A1.3 Periodic Inspection. All components, shells, suspensions, headbands, sweatbands, and any accessories should be visually inspected daily for signs of dents, cracks, penetration, or any other damage due to impact, rough treatment, or wear that might reduce the degree of safety originally provided. Any industrial protective helmet that requires replacement, or replacement of any worn, damaged, or defective part, should be removed from service until the condition of wear or damage has been corrected.
A1.4 Limitation of Protection. Industrial protective helmets, in accordance with this specification, are designed to provide optimum protection under average conditions. Users are cautioned that if unusual conditions prevail (such as higher or lower extremes of temperature than described, or other unusual conditions), or if there are signs of abuse or mutilation of the helmet or any component, the margin of safety may be reduced.
A1.5 Sizes. Provisions may be made by the manufacturers of industrial protective helmets for extra-small or extra-large sizes.
A1.6 Precautions. Industrial protective helmets should not be stored or carried on the rear-window shelf of an automobile, since sunlight and extreme heat may adversely affect the degree of protection. Also, in the case of emergency stops or accident, the helmet might become a hazardous missile.
The addition of accessories to the helmet may adversely affect the original degree of protection.
15 16 17 18 19The standard in this booklet is one of nearly 4,500 standards approved to date by the American National Standards Institute, formerly the USA Standards Institute.
The Standards Institute provides the machinery for creating voluntary standards. It serves to eliminate duplication of standards activities and to weld conflicting standards into single, nationally accepted standards under the designation “American National Standards.”
Each standard represents general agreement among maker, seller, and user groups as to the best current practice with regard to some specific problem. Thus the completed standards cut across the whole fabric of production, distribution, and consumption of goods and services. American National Standards, by reason of Institute procedures, reflect a national consensus of manufacturers, consumers, and scientific, technical, and professional organizations, and governmental agencies. The completed standards are used widely by industry and commerce and often by municipal, state, and federal governments.
The Standards Institute, under whose auspices this work is being done, is the United States clearinghouse and coordinating body for standards activity on the national level. It is a federation of trade associations, technical societies, professional groups, and consumer organizations. Some 1,000 companies are affiliated with the Institute as company members.
The American National Standards Institute is the United States member of the International Organization for Standardization (ISO), the International Electrotechnical Commission (IEC), and the Pan American Standards Commission (COPANT). Through these channels American industry makes its position felt on the international level. American National Standards are on file in the libraries of the national standards bodies of more than 50 countries.
For a free list of all American National Standards, write:
American National Standards Institute, Inc
1430 Broadway New York, N. Y. 10018