 4
4ഇന്ത്യയിൽ നിന്നും ചുറ്റുമുള്ള പുസ്തകങ്ങളുടെയും ഓഡിയോ, വീഡിയോ, മറ്റ് വസ്തുക്കളുടെയും ഈ ലൈബ്രറി പബ്ലിക് റിസോഴ്സ് ക്യൂറേറ്റ് ചെയ്യുകയും പരിപാലിക്കുകയും ചെയ്യുന്നു. ഈ ലൈബ്രറിയുടെ ഉദ്ദേശ്യം ഇന്ത്യയിലെ വിദ്യാർത്ഥികളെയും ആജീവനാന്ത പഠിതാക്കളെയും ഒരു വിദ്യാഭ്യാസത്തിനായി സഹായിക്കുക എന്നതാണ്, അതിലൂടെ അവർക്ക് അവരുടെ പദവിയും അവസരങ്ങളും മികച്ചതാക്കാനും തങ്ങൾക്കും മറ്റുള്ളവർക്കും നീതി, സാമൂഹിക, സാമ്പത്തിക, രാഷ്ട്രീയ സുരക്ഷിതത്വം നേടാനും കഴിയും.
വാണിജ്യേതര ആവശ്യങ്ങൾക്കായി ഈ ഇനം പോസ്റ്റുചെയ്തു, കൂടാതെ ഗവേഷണമുൾപ്പെടെയുള്ള സ്വകാര്യ ഉപയോഗത്തിനായി അക്കാദമിക്, ഗവേഷണ സാമഗ്രികളുടെ ന്യായമായ ഇടപാട് സുഗമമാക്കുന്നു, സൃഷ്ടിയുടെ വിമർശനത്തിനും അവലോകനത്തിനും അല്ലെങ്കിൽ മറ്റ് കൃതികളുടെയും അധ്യാപനത്തിൻറെയും വിദ്യാർത്ഥികളുടെയും പുനരുൽപാദനത്തിനും. ഈ മെറ്റീരിയലുകളിൽ പലതും ഇന്ത്യയിലെ ലൈബ്രറികളിൽ ലഭ്യമല്ല അല്ലെങ്കിൽ അപ്രാപ്യമാണ്, പ്രത്യേകിച്ചും ചില ദരിദ്ര സംസ്ഥാനങ്ങളിൽ, ഈ ശേഖരം അറിവിലേക്കുള്ള പ്രവേശനത്തിൽ നിലനിൽക്കുന്ന ഒരു പ്രധാന വിടവ് നികത്താൻ ശ്രമിക്കുന്നു.
ഞങ്ങൾ ക്യൂറേറ്റ് ചെയ്യുന്ന മറ്റ് ശേഖരങ്ങൾക്കും കൂടുതൽ വിവരങ്ങൾക്കും ദയവായി സന്ദർശിക്കുകഭാരത് ഏക് ഖോജ് പേജ്. ജയ് ഗ്യാൻ!
IRC: SP: 11-1984
(രണ്ടാമത്തെ പുനരവലോകനം)
പ്രസിദ്ധീകരിച്ചത്:
ഇന്ത്യൻ റോഡുകൾ കോൺഗ്രസ്
ജാംനഗർ ഹ House സ്, ഷാജഹാൻ റോഡ്,
ന്യൂഡൽഹി 110011
1984
വില 300
(പ്ലസ് പാക്കിംഗും തപാൽ)
മെച്ചപ്പെട്ടതും ആകർഷകവുമായ റോഡുകൾ നേടുന്നതിന് നിർമാണ സാമഗ്രികളുടെയും ഉൽപ്പന്നത്തിൻറെയും ഗുണനിലവാര നിയന്ത്രണം അത്യാവശ്യമാണ്. ഇതിനായി ഇന്ത്യൻ റോഡുകളുടെ കോൺഗ്രസിന്റെയും ന്യൂഡൽഹിയിലെ സെൻട്രൽ റോഡ് റിസർച്ച് ഇൻസ്റ്റിറ്റ്യൂട്ടിന്റെയും സംയുക്ത ആഭിമുഖ്യത്തിൽ 1968 ഫെബ്രുവരി 27 മുതൽ 29 വരെ 'റോഡുകളുടെയും റൺവേകളുടെയും നിർമ്മാണത്തിൽ ഗുണനിലവാര നിയന്ത്രണം' എന്ന മൂന്ന് ദിവസത്തെ സിമ്പോസിയം സംഘടിപ്പിച്ചു. ഈ സിമ്പോസിയത്തിന്റെ സമാപന സെഷനിൽ, ഇനിപ്പറയുന്ന പ്രമേയങ്ങൾ അംഗീകരിച്ചു:
റെസല്യൂഷൻ നമ്പർ 4 അനുസരിച്ച്, ഹാൻഡ്ബുക്ക് തയ്യാറാക്കുന്നതിനായി ഇനിപ്പറയുന്ന അംഗങ്ങൾ അടങ്ങുന്ന ഒരു കമ്മിറ്റി രൂപീകരിച്ചു:
| (1) Shri S.N. Sinha | Convenor |
| (2) Shri M.K. Chatterjee | Member |
| (3) Shri J. Datt | " |
| (4) Dr. M.P. Dhir | " |
| (5) Dr. R.K. Ghosh | " |
| (6) Shri T.K. Natarajan | " |
| (7) Dr. M.L. Puri | " |
| (8) Shri R.P. Sikka | " |
| (9) Dr. Bh. Subbaraju | " |
| (10) Prof. C.G. Swaminathan | " |
| (11) Dr. H.L. Uppal | " |
വിവിധ വകുപ്പുകളുടെ കരട് തയ്യാറാക്കാൻ മേൽപ്പറഞ്ഞ സമിതി നാല് ഉപസമിതികൾ രൂപീകരിച്ചു. പിന്നീട്, ഹാൻഡ്ബുക്ക് അന്തിമമാക്കുന്നതിന് മുമ്പ്, പരിശോധനയുടെ അളവ്, നിയന്ത്രണ പരിശോധനകൾ, സ്വീകാര്യമായ സഹിഷ്ണുതകൾ, ഫലങ്ങളുടെ വ്യാഖ്യാന രീതി എന്നിവയെക്കുറിച്ചുള്ള പ്രധാന താൽക്കാലിക ശുപാർശകൾ സംഗ്രഹിച്ച രൂപത്തിൽ, റോഡുകളും പാലങ്ങളും സംബന്ധിച്ച ദേശീയ സെമിനാറിന് മുന്നിൽ വയ്ക്കണമെന്ന് കമ്മിറ്റി തീരുമാനിച്ചു. വിശാലമായ ചർച്ചയ്ക്കായി 1968 ഒക്ടോബറിൽ ബോംബെ. ഈ ആവശ്യത്തിനായി, ഡോ. എം. പുരി, ഡോ.എം.പി. ദേശീയ സെമിനാറിൽ പങ്കെടുക്കുന്ന പ്രതിനിധികൾക്ക് വിതരണം ചെയ്യുന്നതിന് ആവശ്യമായ സംഗ്രഹം തയ്യാറാക്കാനുള്ള ഉത്തരവാദിത്തം ധീറിനെയും ശ്രീ ആർ പി സിക്കയെയും ചുമതലപ്പെടുത്തി.
ദേശീയ സെമിനാറിന്റെ ശുപാർശകൾ കമ്മിറ്റി ചർച്ച ചെയ്യുകയും ചർച്ചകളുടെ വെളിച്ചത്തിൽ പ്രൊഫ. സി.ജി. സ്വാമിനാഥൻ, ശ്രീ ടി.കെ. നടരാജനും ഡോ.എം.എൽ. കരട് പൂർത്തിയാക്കാനാണ് പുരി രൂപീകരിച്ചത്.
ഉപസമിതി തയ്യാറാക്കിയ കരട് സമിതി യോഗങ്ങളിൽ ചർച്ച ചെയ്യുകയും ശ്രീ ആർ പി സിക്ക, ഡോ. എം.പി. ധീർ, ഡോ. എം. പുരി അതേ പ്രോസസ്സ് ചെയ്തു. ഇന്ത്യൻ റോഡ്സ് കോൺഗ്രസിന്റെ എക്സിക്യൂട്ടീവ് കമ്മിറ്റി 25-11-72 തീയതികളിൽ ഗാന്ധിനഗറിൽ നടന്ന യോഗത്തിൽ ഇത് പരിഗണിച്ചു. അതിനുശേഷം, അതേ ദിവസം ഗാന്ധിനഗറിൽ നടന്ന കൗൺസിൽ ഓഫ് ഇന്ത്യൻ റോഡ്സ് കോൺഗ്രസ്, ഇന്ത്യൻ റോഡ്സ് കോൺഗ്രസിന്റെ പ്രത്യേക പ്രസിദ്ധീകരണമായി പ്രസിദ്ധീകരിക്കുന്നതിനായി ഈ ഹാൻഡ്ബുക്ക് ഓഫ് ക്വാളിറ്റി കൺട്രോളിന്റെ കരട് അംഗീകരിച്ചു.
I.R.C അംഗീകരിച്ച ഉപരിതല സമനിലയിൽ പുതിയ മാനദണ്ഡങ്ങൾ ഉൾപ്പെടുത്തുന്നതിനായി 1977-ൽ മാനുവൽ പുതുക്കി (ആദ്യ പുനരവലോകനം). 28.8.76 ന് മദ്രാസിൽ നടന്ന യോഗത്തിൽ കൗൺസിൽ. രണ്ടാമത്തെ പുനരവലോകനത്തിൽ വിവിധ ലബോറട്ടറികൾക്കുള്ള നിർദ്ദിഷ്ട ഉപകരണങ്ങളും ഫീൽഡ് ഓഫീസർമാരുടെ നിരീക്ഷണ / പരിശോധനാ ഫലങ്ങൾ രേഖപ്പെടുത്തുന്നതിനുള്ള ഫോമുകളും ഉൾപ്പെടുന്നു.
ഏതൊരു ഉൽപാദന പ്രക്രിയയുടെയും ഗുണനിലവാര നിയന്ത്രണം ഒരു അനിവാര്യ ഭാഗമാണ്, മാത്രമല്ല ദേശീയപാത നിർമ്മാണങ്ങളും ഒരു അപവാദമല്ല. ഗുണനിലവാരം ഉറപ്പുവരുത്തുന്നതിനും മോടിയുള്ള ദേശീയ സ്വത്തുക്കൾ സൃഷ്ടിക്കുന്നതിനും ദേശീയപാത നിർമാണത്തിന് ഗുണനിലവാര നിയന്ത്രണം ഒരു പ്രധാന ആവശ്യകതയാണ്. ട്രാഫിക് തീവ്രതയിൽ ഗണ്യമായ വർധനയും ഹൈവേ സൗകര്യങ്ങൾ പ്രതീക്ഷിക്കുന്ന സേവന നിലവാരവും കാരണം ഈ നിർമാണങ്ങളിൽ ഗുണനിലവാര നിയന്ത്രണത്തിന്റെ ആവശ്യകത അടുത്ത കാലത്തായി ഗണ്യമായി വർദ്ധിച്ചു. ഹൈവേകളുടെ മെച്ചപ്പെട്ട നിലവാരത്തിലുള്ള സേവനം വാഹനങ്ങളുടെ പ്രവർത്തനച്ചെലവിലും റോഡ് ഉപയോക്താക്കളുടെ പ്രതികരണത്തിലും പൊതുജനാഭിപ്രായത്തിലും ഗണ്യമായ ലാഭമുണ്ടാക്കും. ആന്തരികമായി ആത്മനിഷ്ഠവും ഗുണപരവുമായ സെൻസറി ചെക്കുകളുടെ രൂപത്തിലുള്ള ഗുണനിലവാര നിയന്ത്രണം ഇന്നത്തെ ആവശ്യങ്ങൾക്ക് തീർത്തും അപര്യാപ്തമാണ്, പകരം ശരിയായ വസ്തുനിഷ്ഠവും അളവെടുക്കുന്നതുമായ അളവുകൾ അടിസ്ഥാനമാക്കിയുള്ളതായിരിക്കണം.
ഗുണനിലവാര നിയന്ത്രണം, മെച്ചപ്പെട്ട ഗുണനിലവാരവും ആകർഷകത്വവും നിർമ്മിക്കുന്നതിലേക്ക് നയിക്കുന്നതിനും മെറ്റീരിയലുകളുടെ കൂടുതൽ സാമ്പത്തിക ഉപയോഗം ഉറപ്പാക്കുന്നതിനും പുറമേ, വാഹനങ്ങളുടെ പ്രവർത്തനം, ഗതാഗതം, പരിപാലനം എന്നിവയുടെ കുറഞ്ഞ ചെലവുകളുടെ അടിസ്ഥാനത്തിൽ ഉപയോക്തൃ ചെലവുകളിൽ ഗണ്യമായ കുറവുണ്ടാക്കുന്നുവെന്നത് പൊതുവായ അറിവാണ്. തത്ഫലമായുണ്ടാകുന്ന നേട്ടങ്ങളുടെ ഒരു ഭാഗം മാത്രമായി ഗുണനിലവാര നിയന്ത്രണം ചെലുത്തുന്നതിനുള്ള അധികച്ചെലവ് വളരെ സാമ്പത്തികമായ ഒരു നിർദ്ദേശമാണ്, ഒരു ശരാശരി പ്രോജക്റ്റിനെപ്പോലെ, ഗുണനിലവാര നിയന്ത്രണം ഉപയോഗിക്കുന്നതിനുള്ള ചെലവ് വെറും 1½ മുതൽ 2 ശതമാനം വരെ ആയിരിക്കുമെന്ന് കണക്കാക്കപ്പെടുന്നു നിർമ്മാണ ചെലവ്. മറുവശത്ത്, ഗുണനിലവാര നിയന്ത്രണത്തിൽ നിന്നുള്ള പ്രത്യക്ഷവും പരോക്ഷവുമായ സാമ്പത്തിക വരുമാനം മൊത്തം നിർമ്മാണ ചെലവിന്റെ 5 മുതൽ 10 ശതമാനം വരെ ക്രമത്തിലായിരിക്കാം.
ദേശീയപാത നിർമ്മാണത്തെ ഫലപ്രദമായി നിയന്ത്രിക്കുന്നതിനുള്ള മുൻവ്യവസ്ഥകൾ ഇവയാണ്:
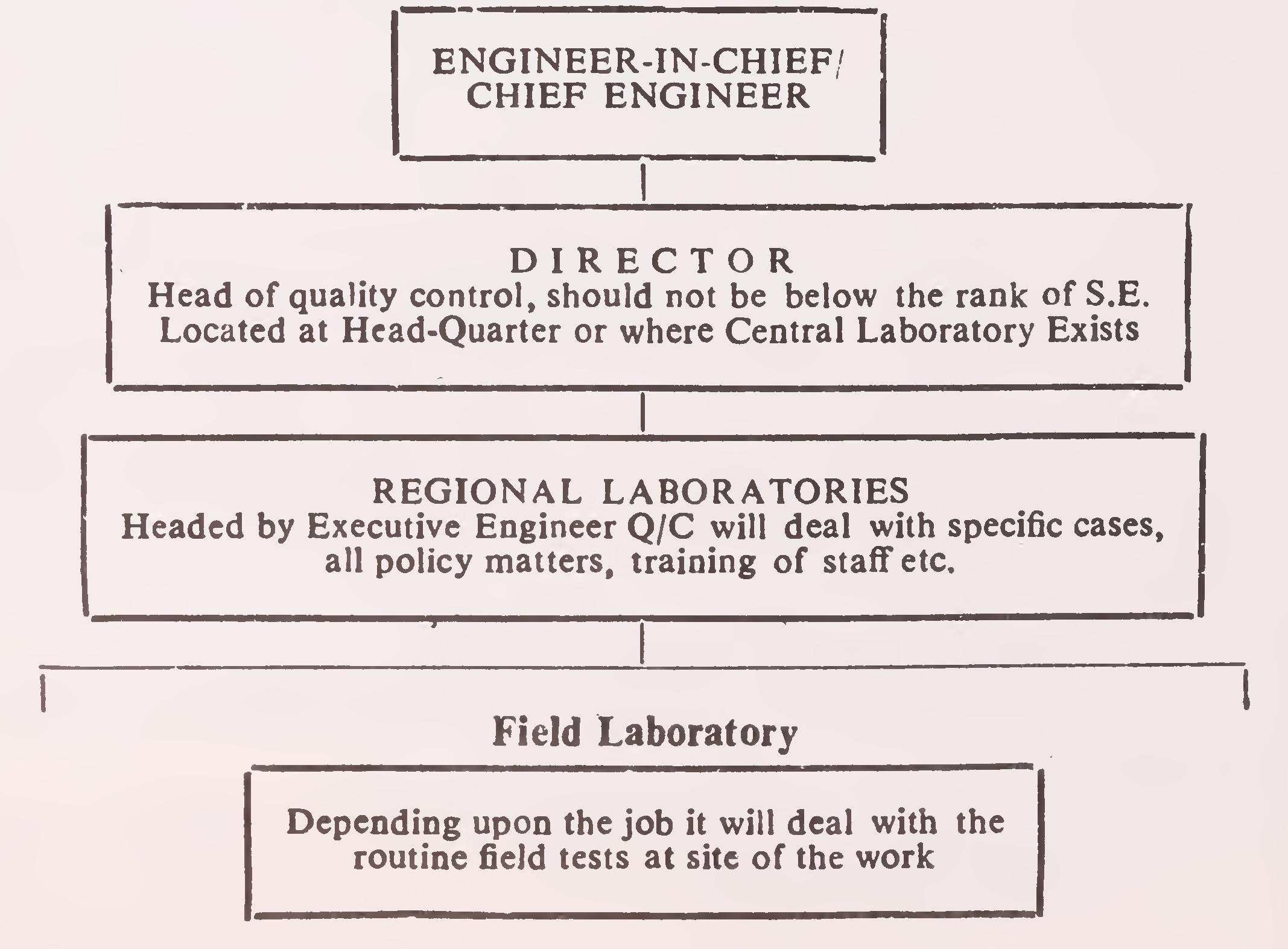
ബന്ധപ്പെട്ട ഹൈവേ ഏജൻസിയുടെ ഡിപ്പാർട്ട്മെന്റൽ സജ്ജീകരണത്തെ ആശ്രയിച്ച് ഒരു ഗുണനിലവാര നിയന്ത്രണ ഓർഗനൈസേഷന്റെ ആവശ്യകതകൾ വ്യത്യസ്ത പ്രോജക്റ്റുകളിൽ വ്യത്യാസപ്പെട്ടിരിക്കും. വേണ്ടി. ഉദാഹരണത്തിന്, കേന്ദ്രീകൃതമായി സ്ഥിതിചെയ്യുന്ന ഒരു വലിയ പ്രോജക്റ്റിൽ ഗുണനിലവാര നിയന്ത്രണ പ്രവർത്തനങ്ങളുടെ ഓർഗനൈസേഷൻ ശരാശരി വലുപ്പത്തിലുള്ള ചിതറിക്കിടക്കുന്ന പ്രോജക്റ്റുകളെ അപേക്ഷിച്ച് തികച്ചും വ്യത്യസ്തമായ വരികളിലായിരിക്കണം. റോഡ് പ്രോജക്റ്റുകളിൽ ഗുണനിലവാര നിയന്ത്രണ പ്രവർത്തനങ്ങൾ സംഘടിപ്പിക്കുന്നതിനുള്ള വിശാലമായ മാർഗ്ഗനിർദ്ദേശങ്ങൾ മാത്രമാണ് ഈ അധ്യായത്തിൽ ചർച്ച ചെയ്യുന്നത്. ഉൾപ്പെടുന്ന വിവിധ ഘടകങ്ങളുടെ പശ്ചാത്തലത്തിൽ യഥാർത്ഥ സജ്ജീകരണം വികസിപ്പിച്ചേക്കാം. ഈ ഹാൻഡ്ബുക്കിലെ ഗുണനിലവാര നിയന്ത്രണ സജ്ജീകരണത്തിന്റെ നിർദ്ദേശിത പാറ്റേണിനായി ഒരു സാധാരണ ഓർഗനൈസേഷണൽ സജ്ജീകരണം തയ്യാറാക്കി ചുവടെ കാണിച്ചിരിക്കുന്നു:
ഗുണനിലവാര നിയന്ത്രണ സജ്ജീകരണത്തിന്റെ ഓർഗനൈസേഷണൽ ചാർട്ട്
4
ഏതൊരു ഓർഗനൈസേഷണൽ സജ്ജീകരണത്തിലും, നിർമാണ സവിശേഷതകളിൽ ഉൾപ്പെടുത്തിയിരിക്കുന്ന ഗുണനിലവാര നിയന്ത്രണ മാനദണ്ഡങ്ങൾ ഡ്രാഫ്റ്റുചെയ്യുന്നതിലൂടെയും നിരന്തരമായ അവലോകനത്തിലൂടെയും ഗുണനിലവാര നിയന്ത്രണ മാനദണ്ഡങ്ങൾ നടപ്പിലാക്കുന്നതിൽ കേന്ദ്ര ഏജൻസിക്ക് ഒരു പ്രധാന പങ്കുണ്ട്. ഈ മേഖലയിൽ ഗുണനിലവാര നിയന്ത്രണം നടപ്പിലാക്കുന്നതിൽ സാധാരണയായി മൂന്ന് ഉപ ഏജൻസികൾ ഉൾപ്പെടുംഅതായത്. എഞ്ചിനീയർ-ഇൻ-ചാർജ്, കൺസ്ട്രക്റ്റിംഗ് ഏജൻസി, ക്വാളിറ്റി കൺട്രോൾ ടീം എന്നിവയുടെ നിർമ്മാണ സ്റ്റാഫ്. സാധ്യമായ പൊരുത്തക്കേടുകൾ ഒഴിവാക്കാൻ നിർമ്മാണ സ്റ്റാഫുകൾക്കും ഗുണനിലവാര നിയന്ത്രണ ടീമുകൾക്കും വ്യക്തമായി നിർവചിക്കപ്പെട്ട പ്രവർത്തനങ്ങളും പരസ്പര ബന്ധങ്ങളും ഉണ്ടായിരിക്കണം. സെൻട്രൽ ലബോറട്ടറിയുടെ സാങ്കേതിക നിർദ്ദേശപ്രകാരം പ്രവർത്തിക്കുന്ന പ്രാദേശിക ലബോറട്ടറികളിലെയും ഫീൽഡ് ലബോറട്ടറികളിലെയും സ്റ്റാഫുകൾ ഗുണനിലവാര നിയന്ത്രണ സംഘത്തിൽ ഉൾപ്പെട്ടേക്കാം.
ഫീൽഡ് ലബോറട്ടറികളെ സംബന്ധിച്ചിടത്തോളം, അവർ ശേഖരിക്കുന്ന ആനുകാലിക ഗുണനിലവാര നിയന്ത്രണ ഡാറ്റ ഉടനടി സൈറ്റ് എഞ്ചിനീയർക്ക് നൽകണം, കാരണം നിർമ്മാണത്തിന്റെ ഗുണനിലവാരവും വേഗതയും ഉറപ്പുവരുത്തുന്നതിനുള്ള ഉത്തരവാദിത്തം രണ്ടാമത്തേതാണ്. കൂടാതെ, ഡാറ്റ സൂപ്രണ്ടിംഗ് എഞ്ചിനീയർ / ചീഫ് എഞ്ചിനീയർ, സെൻട്രൽ ലബോറട്ടറി മേധാവി എന്നിവർക്കും സമർപ്പിക്കും; പ്രായോഗികതയിലെ സവിശേഷതകളുടെ തുടർച്ചയും അനുയോജ്യതയും ഉറപ്പുവരുത്തുന്നതിനായി മുൻകാർക്കും ഫീഡ്ബാക്കിന്റെ ആവശ്യകതയ്ക്കും. അനുഭവം ശേഖരിക്കുമ്പോഴും അവലോകനത്തിനും പരിഷ്ക്കരണത്തിനും വിധേയമായി ഇത് ഒരു താൽക്കാലിക ശുപാർശയായി കണക്കാക്കാം.
ഗുണനിലവാര നിയന്ത്രണത്തിനായുള്ള ചെലവ് ജോലികൾക്കും സ്റ്റാഫുകൾക്കും ആവശ്യകതകൾക്കനുസരിച്ച് പ്രോജക്റ്റിൽ നിന്ന് പ്രോജക്റ്റിലേക്ക് മാറ്റുന്ന ഉപകരണങ്ങൾക്കും ഈടാക്കാം. ക്വാളിറ്റി കൺട്രോൾ സ്റ്റാഫ് വർക്ക് ചാർജ് ചെയ്ത അടിസ്ഥാനത്തിലായിരിക്കരുത്, മറിച്ച് സാധാരണ സ്റ്റാഫിന്റെ ഭാഗമാവുകയും അവർ കൈകാര്യം ചെയ്യേണ്ട ജോലികൾക്ക് ശരിയായ പരിശീലനം നൽകുകയും വേണം, ഇതിനായി അവരുടെ സ്വന്തം സെൻട്രൽ ലബോറട്ടറിയിലോ അല്ലെങ്കിൽ മറ്റേതെങ്കിലും ലബോറട്ടറി. ഗുണനിലവാര നിയന്ത്രണത്തിനുള്ള ചെലവ് നൽകുന്നതിന്, വിവിധ വർക്ക് എസ്റ്റിമേറ്റുകളിൽ ഇത് ഒരു പ്രത്യേക ഇനമായി ഉൾപ്പെടുത്താമെന്ന് നിർദ്ദേശിക്കുന്നു.
കാലങ്ങളായി, സൃഷ്ടികളുടെ നിർമ്മാണ സമയത്ത് ഗുണനിലവാര നിയന്ത്രണം നടപ്പിലാക്കുന്നതിന് രണ്ട് തരം രീതികൾ ഉയർന്നുവന്നിട്ടുണ്ട്. ഒരെണ്ണം പൊതുവെ 'പ്രോസസ്സ് കൺട്രോൾ' എന്നും മറ്റൊന്ന് ‘എൻഡ്’ എന്നും അറിയപ്പെടുന്നു5
ഫലം ’നിയന്ത്രണ തരം. മുമ്പത്തേതിൽ, ഡിസൈനർ ഉപകരണങ്ങളുടെ തരം, നിർമ്മാണ പ്രക്രിയ, ആവശ്യമുള്ള ഫലം ലഭിക്കുന്നതിന് ആവശ്യമായ ജോലിയുടെ അളവ് എന്നിവ സംബന്ധിച്ച തീരുമാനങ്ങൾ എടുക്കുന്നു. 'അന്തിമഫലം' തരത്തിലുള്ള നിയന്ത്രണത്തിൽ, ആവശ്യമുള്ള അന്തിമ ഉൽപ്പന്നം നേടുന്നതിനായി നിർമ്മാണ രീതികളും ഉപകരണങ്ങളും തിരഞ്ഞെടുക്കുന്നതിൽ ഒരു സ്വകാര്യ കരാറുകാരനായ നിർമ്മാണ ഏജൻസിക്ക് സ hand ജന്യ കൈയുണ്ട്.
ജോലിയുടെ വ്യാപ്തി, വ്യത്യസ്ത പാരിസ്ഥിതിക ഘടകങ്ങൾ, ലഭ്യമായ സ .കര്യങ്ങൾ എന്നിവയെ ആശ്രയിച്ച് രണ്ട് തരത്തിലുള്ള നിയന്ത്രണങ്ങളും തിരഞ്ഞെടുക്കുന്നത് പ്രധാനമായും തീരുമാനമെടുക്കേണ്ട കാര്യമാണ്. ഇന്ത്യയിൽ, ക്രമേണ പ്രവണത ഹൈവേ നടപ്പാത, കായൽ നിർമാണ ജോലികൾ എന്നിവയിൽ പ്രവർത്തിക്കുന്ന ‘അന്തിമഫലം’ രീതിയിലേക്കാണ്. എന്നാൽ നിരവധി സാഹചര്യങ്ങളിൽ, ഉദാഹരണത്തിന് ചെറിയ ജോലികൾ, അല്ലെങ്കിൽ മെറ്റീരിയൽ ഗ്രേഡേഷൻ, കുമ്മായത്തിന്റെ പരിശുദ്ധി തുടങ്ങിയ ഇൻപുട്ട് തരം ടെസ്റ്റുകൾ നടത്തേണ്ടിവന്നാൽ, നിയന്ത്രണം ‘പ്രോസസ്സ് തരം’ സ്വീകരിക്കുന്നതിലാണ്. സാഹചര്യങ്ങൾ കാരണം, ജോലിയുടെ സ്വഭാവവും വലുപ്പവും അനുസരിച്ച് ‘പ്രോസസ്സ്’, ‘അന്തിമഫലം’ എന്നിവയുടെ നിയന്ത്രണങ്ങൾ ഇന്ത്യയിൽ തുടരും.
‘അന്തിമഫലം’ തരത്തിലുള്ള സ്പെസിഫിക്കേഷനിൽ, ഫീൽഡ് എഞ്ചിനീയറിംഗ് ഉദ്യോഗസ്ഥർ പൂർത്തിയാക്കിയ ജോലിയുടെ കൃത്യമായ ഇടവേളകളിൽ പരിശോധന നടത്തുന്നു, ഇത് സ്പെസിഫിക്കേഷൻ ആവശ്യകതകൾ പാലിക്കുന്നുണ്ടോ ഇല്ലയോ എന്ന് വിലയിരുത്തുന്നു. മറുവശത്ത്, ‘പ്രോസസ് ടൈപ്പ്’ നിയന്ത്രണത്തിൽ, ഫീൽഡ് ഉദ്യോഗസ്ഥരുടെ ഉത്തരവാദിത്തം, അതിന്റെ വിവിധ ഘട്ടങ്ങളിലെ ജോലികൾ മുൻകൂട്ടി നിശ്ചയിച്ചിട്ടുള്ള രീതിയിലും നിർദ്ദിഷ്ട സവിശേഷതകളിലും നടപ്പിലാക്കുന്നുവെന്ന് ഉറപ്പാക്കലാണ്.
ഈ രാജ്യത്ത് പൊതുവായി നടപ്പിലാക്കുന്ന ഗുണനിലവാര പ്രക്രിയയുടെ ‘പ്രോസസ്സ്’, ‘അന്തിമഫലം’ എന്നിവയുടെ സംയോജനത്തിനായി ഈ ഹാൻഡ്ബുക്ക് ആർക്കിൽ നൽകിയിരിക്കുന്ന വിശദാംശങ്ങൾ.
വിവിധ ജോലികൾക്കായി നിർമ്മാണത്തിന്റെ അവശ്യ ആവശ്യകതകൾ സംഗ്രഹിക്കുന്നതിലൂടെ ഇന്ത്യൻ റോഡ് കോൺഗ്രസിന്റെ നിലവിലുള്ള മാനദണ്ഡങ്ങളും സവിശേഷതകളും ഹാൻഡ്ബുക്ക് വളരെയധികം ആകർഷിക്കുന്നു. ഹാൻഡ്ബുക്കിലെ ഉചിതമായ സ്ഥലങ്ങളിൽ ബന്ധപ്പെട്ട മാനദണ്ഡങ്ങൾക്ക് റഫറൻസ് നൽകിയിരിക്കുന്നു. അവരുടെ മുഴുവൻ ശീർഷകത്തോടൊപ്പം പരാമർശിച്ചിരിക്കുന്ന എല്ലാ മാനദണ്ഡങ്ങളുടെയും പൂർണ്ണമായ പട്ടിക ഇവിടെ ഉൾപ്പെടുത്തിയിട്ടുണ്ട്അനുബന്ധം 1.6
തുടർന്നുള്ള അധ്യായങ്ങളിൽ സൂചിപ്പിച്ചിരിക്കുന്ന മെറ്റീരിയലുകളുടെ ഗുണനിലവാര നിയന്ത്രണ പരിശോധനകൾ പ്രധാനമായും സൈറ്റിലേക്ക് കൊണ്ടുവന്ന മെറ്റീരിയലിൽ നടപ്പിലാക്കാൻ ഉദ്ദേശിച്ചുള്ളതാണ്. എന്നിരുന്നാലും, ചില സമയങ്ങളിൽ, പ്രായോഗികവും മറ്റ് പരിഗണനകളും മുതൽ, മെറ്റീരിയൽ ഉറവിടത്തിൽ ചില പരിശോധന പ്രയോജനകരമായി നടത്താം. ഈ സാഹചര്യങ്ങളിൽ, എഞ്ചിനീയർ-ഇൻ-ചാർജ് സൈറ്റിൽ അധിക പരിശോധന നടത്താം, നിർമ്മാണത്തിൽ ഉൾപ്പെടുത്തിയിരിക്കുന്ന മെറ്റീരിയലുകൾ നിർദ്ദിഷ്ട ഗുണനിലവാരമുള്ളതാണെന്ന് ഉറപ്പുവരുത്താൻ അത്യാവശ്യമാണ്.
സൈറ്റിലേക്ക് കൊണ്ടുവന്ന എല്ലാ വസ്തുക്കളും പ്രത്യേകമായി അടുക്കി വയ്ക്കുകയും സൂക്ഷിക്കുകയും ചെയ്യും, അങ്ങനെ വിദേശ വസ്തുക്കളുടെ തകർച്ചയോ കടന്നുകയറ്റമോ തടയുന്നതിനും ജോലിയുടെ ഗുണനിലവാരവും യോഗ്യതയും സംരക്ഷിക്കുന്നത് ഉറപ്പാക്കുന്നു. അനുചിതമായി സംഭരിച്ചതോ ദീർഘകാലത്തേക്ക് സൂക്ഷിച്ചതോ ആയ വസ്തുക്കൾ വീണ്ടും പരീക്ഷിക്കപ്പെടും, അവിടെ സൃഷ്ടിയിൽ ഉൾപ്പെടുത്തുന്നതിനുള്ള അനുയോജ്യത സംശയത്തിലാണ്.
വ്യത്യസ്ത മെറ്റീരിയലുകളും ജോലികളും പരീക്ഷിക്കുന്നതിനുള്ള നടപടിക്രമങ്ങൾ ഇന്ത്യൻ ബ്യൂറോ ഓഫ് സ്റ്റാൻഡേർഡുകളുടെ പ്രസക്തമായ മാനദണ്ഡങ്ങൾക്കനുസൃതമായിരിക്കണം. ഹാൻഡ്ബുക്കിലെ ഉചിതമായ സ്ഥലങ്ങളിൽ ഈ മാനദണ്ഡങ്ങളിലേക്ക് റഫറൻസ് വരച്ചിട്ടുണ്ട്. മാനദണ്ഡങ്ങളുടെ പൂർണ്ണമായ ശീർഷകത്തോടുകൂടിയ ഏകീകൃത ലിസ്റ്റ്അനുബന്ധം 2.
പരിശോധനയുടെ നിർദ്ദിഷ്ട നടപടിക്രമങ്ങൾ സൂചിപ്പിച്ചിട്ടില്ലെങ്കിൽ, നിലവിലുള്ള സ്വീകാര്യമായ എഞ്ചിനീയറിംഗ് പ്രാക്ടീസ് അനുസരിച്ച് എഞ്ചിനീയർ-ഇൻ-ചാർജിന്റെ ദിശയിലേക്ക് പരിശോധനകൾ നടത്തും.
ഹാൻഡ്ബുക്കിൽ സൂചിപ്പിച്ചിരിക്കുന്ന പരിശോധനയുടെ ആവൃത്തിയും വ്യാപ്തിയും സാധാരണ അവസ്ഥകൾക്ക് ആവശ്യമായതായി കണക്കാക്കപ്പെടുന്നു. വ്യതിയാനങ്ങൾ അമിതമായിരിക്കാം അല്ലെങ്കിൽ സാഹചര്യങ്ങൾ മറ്റുതരത്തിൽ ആവശ്യപ്പെടുന്ന അസാധാരണമായ അവസ്ഥകൾക്കായി അധിക പരിശോധന നടത്തുമെന്ന് വിഭാവനം ചെയ്യുന്നു.
മതിയായ അനുഭവം ലഭ്യമായിട്ടുള്ള വിവിധ ജോലികൾക്കുള്ള സ്വീകാര്യത മാനദണ്ഡം അതത് അധ്യായങ്ങളിലെ ഹാൻഡ്ബുക്കിൽ സജ്ജീകരിച്ചിരിക്കുന്നു. മറ്റ് ഇനങ്ങൾക്ക്, സ്വീകാര്യത7
ന്യായമായതായി കണക്കാക്കപ്പെടുന്ന മിനിമം മൂല്യങ്ങൾ അല്ലെങ്കിൽ സ്ഥിതിവിവര വിശകലനം അടിസ്ഥാനമാക്കിയുള്ളതാകാം.
മെറ്റീരിയലുകളുടെയും ജോലിയുടെയും ഗുണനിലവാരത്തെ ഫലപ്രദമായി നിയന്ത്രിക്കുന്നതിന്, കരാർ രേഖകളിലെ സ്വീകാര്യത മാനദണ്ഡങ്ങൾ രേഖപ്പെടുത്തേണ്ടത് ആവശ്യമാണ്.
കേന്ദ്ര, പ്രാദേശിക, ഫീൽഡ് ടെസ്റ്റിംഗ്, കൺട്രോൾ ലബോറട്ടറികൾക്ക് ആവശ്യമായ ഉപകരണങ്ങളുടെ ശ്രേണി സൂചിപ്പിച്ചിരിക്കുന്നുഅനുബന്ധം 3 മാർഗനിർദേശത്തിനായി. ഹാൻഡ്ബുക്കിൽ വ്യക്തമാക്കിയ ഗുണനിലവാര നിയന്ത്രണ പ്രവർത്തനങ്ങൾക്ക് സാധാരണയായി ആവശ്യമായ ഉപകരണങ്ങൾ അത്തരം ലിസ്റ്റിൽ ഉൾപ്പെടുന്നു. വ്യക്തിഗതമായി, നിയന്ത്രിക്കേണ്ട ജോലിയുടെ തരവും അളവും അനുസരിച്ച് ഗുണനിലവാര നിയന്ത്രണ യൂണിറ്റുകൾക്ക് ഈ ലിസ്റ്റിന്റെ സഹായത്തോടെ അനുയോജ്യമാകും. അനുബന്ധം അനുസരിച്ച് പ്രത്യേക ഉപകരണങ്ങൾ ആവശ്യാനുസരണം വാങ്ങാം.
ടെസ്റ്റിംഗ് സ facilities കര്യങ്ങളിൽ കേന്ദ്ര, പ്രാദേശിക, ഫീൽഡ് തലങ്ങളിലെ ലബോറട്ടറികൾ ഉണ്ടായിരിക്കണം. ആസ്ഥാനത്ത് സ്ഥിതിചെയ്യുന്ന സെൻട്രൽ ലബോറട്ടറി (എ) പ്രത്യേക സ്വഭാവമുള്ള ടെസ്റ്റുകൾക്ക് പരിശോധനാ സൗകര്യങ്ങൾ നൽകുന്നു, (ബി) ആസ്ഥാനത്തെ വർക്ക് സർക്കിളിനായി പ്രാദേശിക ലബോറട്ടറിയായി പ്രവർത്തിക്കുക, (സി) സംസ്ഥാനത്തെയും കേന്ദ്രത്തെയും ഗവേഷണ പദ്ധതികൾക്കുള്ള നോഡൽ ലബോറട്ടറിയായി പ്രവർത്തിക്കുക. മേഖലകൾ,
(ഡി) പരീക്ഷണ നടപടിക്രമങ്ങൾക്കായി മാനുവലുകൾ കൊണ്ടുവരിക. ഡയറക്ടറുടെ നേതൃത്വത്തിലുള്ള സെൻട്രൽ ലബോറട്ടറിയിൽ ഗുണനിലവാര നിയന്ത്രണ പ്രവർത്തനങ്ങൾ, ജിയോളജി, കെമിസ്ട്രി, ഫിസിക്സ് വിഭാഗങ്ങളിലെ ശാസ്ത്രജ്ഞർ ഉണ്ടായിരിക്കാം. സെൻട്രൽ ലബോറട്ടറിയിൽ നൽകാൻ നിർദ്ദേശിച്ച ഉപകരണങ്ങളുടെ പട്ടിക ലഭ്യമാണ്അനുബന്ധം 3.
സർക്കിൾ തലത്തിൽ സ്ഥിതിചെയ്യുന്ന പ്രാദേശിക ലബോറട്ടറികൾക്ക് എക്സിക്യൂട്ടീവ് എഞ്ചിനീയർമാർ (ക്വാളിറ്റി കൺട്രോൾ) നേതൃത്വം നൽകും. ജിയോളജി, ഫിസിക്സ്, കെമിസ്ട്രി വിഭാഗങ്ങളിലെ ശാസ്ത്രജ്ഞരുടെ സഹായത്തോടെ. (എ) സർക്കിളുകളിൽ പ്രവർത്തിക്കുന്ന എഞ്ചിനീയർമാർക്കും (ബി) കേന്ദ്ര, സംസ്ഥാന ഹൈവേ ആർ & ഡി സ്ഥാപനങ്ങളിൽ നിന്നുള്ള ഗവേഷണ സംഘങ്ങൾക്കും പ്രാദേശിക ലബോറട്ടറികൾ പരിശോധനാ പിന്തുണ നൽകും. കൂടാതെ മേഖലയിലെ എല്ലാ ഗുണനിലവാര നിയന്ത്രണ ഉദ്യോഗസ്ഥർക്കും പരിശീലനം നൽകുന്നതിനുള്ള എല്ലാ സൗകര്യങ്ങളും അവർ നൽകും. പ്രാദേശിക ലബോറട്ടറികളിൽ നൽകേണ്ട നിർദ്ദേശിത ഉപകരണങ്ങളുടെ പട്ടിക ഇവിടെ നൽകിയിരിക്കുന്നുഅനുബന്ധം 3.
പതിവിനായി സാമ്പിളുകൾ അയയ്ക്കുന്നത് പ്രായോഗികമോ ഉചിതമോ അല്ല8
പ്രാദേശിക ലബോറട്ടറികളിലേക്കുള്ള എല്ലാ വഴികളും പരിശോധിക്കുകയും പരിശോധനാ ഫലങ്ങൾ ആവശ്യമില്ലാത്തതിനാൽ ജോലി വൈകിപ്പിക്കുകയും ചെയ്യുന്നു. അതിനാൽ ജൂനിയർ എഞ്ചിനീയർ / എഞ്ചിനീയറിംഗ് സബോർഡിനേറ്റ് തലത്തിൽ അടിസ്ഥാന പരിശോധനകൾക്കായി സൗകര്യങ്ങൾ സജ്ജീകരിക്കേണ്ടത് ആവശ്യമാണ്. മറ്റ് ചില ഉപകരണങ്ങൾ ഉപ ഡിവിഷണൽ / ഡിവിഷണൽ തലത്തിൽ നൽകേണ്ടതായി വന്നേക്കാം. സൈറ്റ് / സബ് ഡിവിഷണൽ / ഡിവിഷണൽ തലത്തിൽ നൽകാൻ നിർദ്ദേശിച്ചിരിക്കുന്ന ഉപകരണങ്ങളുടെ ഒരു ലിസ്റ്റ് ഇവിടെ കാണാംഅനുബന്ധം 3.
സ്റ്റാൻഡേർഡ് നടപടിക്രമങ്ങൾക്കനുസൃതമായി പരിശോധനകൾ നടത്തുകയും ഫലങ്ങൾ നൽകിയ പ്രൊഫൈലിൽ രേഖപ്പെടുത്തുകയും ചെയ്യുംഅനുബന്ധം 4. മൊത്തം ടെസ്റ്റുകളിൽ 70 ശതമാനവും ജൂനിയർ എഞ്ചിനീയറും 20 ശതമാനം അസിസ്റ്റന്റ് / ഡെപ്യൂട്ടി എഞ്ചിനീയറും ബാക്കി 10 ശതമാനം എക്സിക്യൂട്ടീവ് എഞ്ചിനീയറും നടത്തുന്നത് അഭികാമ്യമാണ്. പരീക്ഷണ ഫല റെക്കോർഡ് രജിസ്റ്ററുകൾ ഓരോ മൂന്നാമത്തെ റണ്ണിംഗ് ബില്ലിലും അവതരിപ്പിക്കും, അതുവഴി പേയ്മെന്റുകൾ ജോലിയുടെ ഉറപ്പുള്ള ഗുണനിലവാരവുമായി ബന്ധിപ്പിക്കും.
ഡിപ്പാർട്ട്മെന്റ് ഓഫീസർമാരിൽ അവബോധം സൃഷ്ടിക്കുന്നതിനും പരിശോധനാ രീതികളെക്കുറിച്ചുള്ള അവരുടെ അറിവ് കാലികമാക്കുന്നതിനും ഗുണനിലവാര നിയന്ത്രണത്തെക്കുറിച്ചുള്ള പതിവ് വർക്ക്ഷോപ്പുകൾ നടത്തണം. സവിശേഷതകൾ, ആവശ്യമായ ടെസ്റ്റ് സ്വീകാര്യത മാനദണ്ഡം, പരിശോധനയുടെ ആവൃത്തി, ഗുണനിലവാര നിയന്ത്രണ സംവിധാനം മനസിലാക്കുന്നതിനുള്ള ടെസ്റ്റുകളുടെ രീതിശാസ്ത്രം, പ്രാദേശിക / ഫീൽഡ് ലബോറട്ടറികളുടെ പ്രവർത്തനം എന്നിവ പങ്കെടുക്കുന്നവരെ ബോധവാന്മാരാക്കുക. അറിയപ്പെടുന്ന റോഡ് ഗവേഷണ സ്ഥാപനങ്ങൾക്കോ തൊഴിൽ പരിശീലനത്തിലൂടെയോ പരിശീലനം നൽകാം.
വിവിധ ഹൈവേ നിർമാണങ്ങളിലെ ഗുണനിലവാര നിയന്ത്രണത്തിന്റെ പൊതുവായ പ്രവർത്തനത്തിനുള്ള ഒരു ഹാൻഡി റഫറൻസാണ് ഈ ഹാൻഡ്ബുക്ക്. നിർമ്മാണത്തിനും സാമഗ്രികൾക്കുമുള്ള പ്രസക്തമായ വകുപ്പുതല സവിശേഷതകൾക്ക് പകരമായി ഇത് ഒരു തരത്തിലും ഉദ്ദേശിക്കുന്നില്ല, മറിച്ച് ഇവ പൂർത്തീകരിക്കുന്നതിനുള്ള ഒരു വഴികാട്ടിയായി മാത്രം. ആവശ്യം തോന്നിയ ചില ഇനങ്ങൾക്കായി, പ്രധാന നിർമ്മാണ സവിശേഷതകളെക്കുറിച്ചുള്ള വിശാലമായ മാർഗ്ഗനിർദ്ദേശങ്ങൾ ഹാൻഡ്ബുക്കിൽ ഉൾപ്പെടുത്തിയിട്ടുണ്ട്. ഇവ മാർഗ്ഗനിർദ്ദേശത്തിന് മാത്രമുള്ളതാണ്, മാത്രമല്ല സവിശേഷതകൾ ഉൾക്കൊള്ളാൻ പാടില്ല.
ഹാൻഡ്ബുക്ക് പ്രധാനമായും ഹൈവേ നിർമ്മാണത്തിനായി ഉദ്ദേശിച്ചുള്ളതാണെങ്കിലും, റൺവേ നിർമ്മാണത്തിന്റെ നിരവധി വശങ്ങൾക്കും ഇത് ഒരുപോലെ പ്രയോജനകരമാണ്.9
ഡിസൈനർ അനുമാനിക്കുന്ന സാന്ദ്രത പ്രതീക്ഷിക്കുന്ന ഈർപ്പം കൈവരിക്കുമെന്ന് ഉറപ്പാക്കേണ്ടത് ഫീൽഡ് എഞ്ചിനീയറുടെ ഉത്തരവാദിത്തമാണ്. ഈർപ്പം, സാന്ദ്രത എന്നിവയ്ക്കായി സാമ്പിളുകൾ പരിശോധിക്കുകയും ആവശ്യമായ തിരുത്തൽ നടപടികൾ കൈക്കൊള്ളുകയുമാണ് ഇത് ഉറപ്പാക്കാനുള്ള മാർഗം. തന്നിരിക്കുന്ന പ്രോജക്റ്റിലെ പരിശോധനാ നിരക്ക് വായ്പയെടുക്കുന്ന വസ്തുക്കളിൽ നിന്നുള്ള ഏകത അല്ലെങ്കിൽ മറ്റ് വസ്തുക്കൾ, യന്ത്രസാമഗ്രികളുടെ സ്വഭാവവും അളവും അല്ലെങ്കിൽ ജോലി ചെയ്യുന്ന സ്വമേധയാ ഉള്ള തൊഴിൽ, ഭൂപ്രദേശ സാഹചര്യങ്ങൾ എന്നിങ്ങനെ നിരവധി ഘടകങ്ങളെ ആശ്രയിച്ചിരിക്കും, അതിനാൽ പ്രത്യേക പരിശോധനകളുടെ എണ്ണം ഉൾപ്പെട്ടിരിക്കുന്ന മെറ്റീരിയലിന്റെ 1000 ക്യുബിക് മീറ്റർ പൂർണമായും എഞ്ചിനീയറിംഗ് വിധിന്യായമായിരിക്കും. അതിനാൽ, ഈ അധ്യായത്തിന്റെ അവസാനത്തിൽ സൂചിപ്പിച്ചിരിക്കുന്ന പരിശോധനയുടെ ആവൃത്തി സാഹചര്യങ്ങൾ ആവശ്യമെങ്കിൽ പരിശോധനാ നിരക്ക് വർദ്ധിപ്പിക്കേണ്ടിവരുമെന്ന വസ്തുത പൂർണ്ണമായി മനസിലാക്കിക്കൊണ്ട് നടത്തേണ്ട ഏറ്റവും കുറഞ്ഞ പരിശോധനകളുടെ സൂചകമായി കണക്കാക്കണം.
ലഭിക്കേണ്ട കുറഞ്ഞ സാന്ദ്രത, റോളിംഗ് ഉപകരണങ്ങളുടെ തിരഞ്ഞെടുപ്പ്, പാളിയുടെ കനം മുതലായവ പോലുള്ള മറ്റ് വശങ്ങളെക്കുറിച്ചുള്ള ചർച്ച ഈ അധ്യായത്തിന്റെ പരിധിക്ക് പുറത്തുള്ളതായി കണക്കാക്കപ്പെടുന്നു. ഇക്കാര്യത്തിൽ മാർഗ്ഗനിർദ്ദേശത്തിനായി, പ്രസക്തമായ സവിശേഷതകളിലേക്ക് റഫറൻസ് നൽകണം,IRC: 36-1970 “റോഡ് ജോലികൾക്കായി എർത്ത് കായലുകൾ നിർമ്മിക്കുന്നതിന് ശുപാർശ ചെയ്യുന്ന പരിശീലനം”.
കായൽ നിർമ്മിക്കാൻ ഉപയോഗിക്കുന്ന മണ്ണ് സ്റ്റമ്പുകളിൽ നിന്നും റൂട്ട് മാലിന്യങ്ങളിൽ നിന്നും വിമുക്തമായിരിക്കും, അത് കായലിന്റെ സ്ഥിരതയെ ബാധിച്ചേക്കാം.
ആവശ്യമായ മണ്ണ് സർവേകളും ലബോറട്ടറി അന്വേഷണങ്ങളും നടത്തിയ ശേഷം കായൽ നിർമാണത്തിനുള്ള വസ്തുക്കളുടെ തിരഞ്ഞെടുപ്പ് നടത്തും.IRC: 36-1970.
അംഗീകൃത വസ്തുക്കൾ മാത്രമേ കായലിന്റെ ശരീരത്തിൽ ഉപയോഗിക്കാവൂ.
മതിയായ കോംപാക്ഷൻ ലഭിക്കുന്നതിന്, ഏകീകൃത പാളികളിലാണ് കായൽ നിർമ്മിക്കുക. ഓരോ ലെയറിന്റെയും അയഞ്ഞ കനം നിർദ്ദിഷ്ട പരിധികളിൽ കവിയുന്നില്ലെന്ന് ഉറപ്പാക്കാൻ വേണ്ടത്ര ശ്രദ്ധിക്കണം. നിർദ്ദിഷ്ട ആവശ്യകതകൾ നിറവേറ്റുന്നതിനായി നിർമ്മാണത്തിലിരിക്കുന്ന പാളി നന്നായി ഒതുക്കുന്നതുവരെ തുടർച്ചയായുള്ള പാളികൾ സ്ഥാപിക്കില്ല.
റോഡരികിലായാലും കടമെടുക്കുന്ന സ്ഥലത്തായാലും ഈർപ്പം ക്രമീകരിച്ച ശേഷം (ബാഷ്പീകരണ നഷ്ടത്തിന് ഉചിതമായ അലവൻസ് ഉണ്ടാക്കുന്നു), ഗ്രേഡറുകൾ, ഹാരോകൾ, റോട്ടറി മിക്സറുകൾ, മറ്റ് അനുയോജ്യമായ ഉപകരണങ്ങൾ അല്ലെങ്കിൽ ഉപകരണങ്ങൾ ലഭ്യമല്ലെങ്കിൽ സ്വമേധയാ മണ്ണ് സംസ്ക്കരിക്കും. ഈർപ്പം വിതരണം ഏകതാനമാകുന്നതുവരെ. ഭൂമിയുടെ കട്ടകളോ കട്ടിയുള്ള പിണ്ഡങ്ങളോ 5 സെന്റിമീറ്റർ ക്രമത്തിൽ വലുപ്പമായി വിഭജിക്കപ്പെടും, എന്നാൽ ഒരു സാഹചര്യത്തിലും കട്ടകളുടെ ശരീരത്തിൽ മണ്ണ് സ്ഥാപിക്കുമ്പോൾ പരമാവധി വലിപ്പമുള്ള കട്ടകൾ 15 സെന്റിമീറ്ററും കവിയുമ്പോൾ 6 സെന്റിമീറ്ററും കവിയരുത്. കായലിന്റെ മുകളിലുള്ള 50 സെന്റിമീറ്ററിൽ സ്ഥാപിക്കുന്നു.
വ്യക്തമാക്കിയിട്ടില്ലെങ്കിൽ, വളരെ വിസ്തൃതമായ മണ്ണിന്റെ കാര്യത്തിലൊഴികെ, ഓരോ മണ്ണിന്റെയും മണ്ണിന്റെ ഈർപ്പം അനുവദനീയമായ സഹിഷ്ണുതയ്ക്ക് വിധേയമായി പരമാവധി ഈർപ്പം ഉണ്ടായിരിക്കണം. കറുത്ത പരുത്തി മണ്ണ് പോലുള്ള ഉയർന്ന വിസ്തൃതമായ മണ്ണ് നിർദ്ദിഷ്ട ഈർപ്പം കൊണ്ട് ഒതുക്കണം, ഇത് സാധാരണയായി ഈർപ്പത്തിന്റെ ഉയർന്ന ഭാഗത്താണ്. നിർദ്ദിഷ്ട ഈർപ്പം ഉള്ളടക്കത്തിൽ നിന്ന് ഈർപ്പം വ്യത്യാസപ്പെടുന്നതിനുള്ള ടോളറൻസ് പരിധി സാധാരണയായി + 1 ശതമാനവും - 2 ശതമാനവുമാണ്.
മണ്ണിന്റെ തരം, കായലിന്റെ ഉയരം, ഡ്രെയിനേജ് അവസ്ഥ, വ്യക്തിഗത പാളികളുടെ സ്ഥാനം, കോംപാക്ഷന് ലഭ്യമായ ചെടികളുടെ തരം തുടങ്ങിയ ഘടകങ്ങളുമായി ബന്ധപ്പെട്ട് കോംപാക്ഷൻ പ്രക്രിയയിൽ ലക്ഷ്യമിടേണ്ട സാന്ദ്രത തിരഞ്ഞെടുക്കപ്പെടും.
ഓരോ കോംപാക്റ്റ് ലെയറും സാന്ദ്രതയ്ക്കായി ഫീൽഡിൽ പരീക്ഷിക്കുകയും അടുത്ത ലെയറിനായുള്ള പ്രവർത്തനങ്ങൾ ആരംഭിക്കുന്നതിന് മുമ്പ് സ്വീകരിക്കുകയും ചെയ്യും.14
ഒരു പ്രത്യേക മണ്ണിന്റെ തരവുമായി ബന്ധപ്പെട്ട ഒരു പ്രത്യേക റോളിംഗ് ഉപകരണങ്ങളുള്ള ആവശ്യമായ പാസുകളുടെ മുൻ രേഖകളോ അനുഭവമോ ലഭ്യമല്ലാത്ത സാഹചര്യങ്ങളിൽ, ഒരു സഹായമായി പ്രവർത്തിക്കുന്ന ഡാറ്റ നേടുന്നതിനായി കോംപാക്ഷനിൽ ഫീൽഡ് ട്രയലുകൾ നടത്തുന്നത് അഭികാമ്യമാണ്. കോംപാക്ഷൻ പ്രവർത്തനങ്ങളുടെ ആസൂത്രണം.
മുകളിലെ മണ്ണ് നീക്കം ചെയ്ത ശേഷം 20 മീറ്റർ നീളവും 5 മീറ്റർ വീതിയും ഉള്ള ഒരു ടെസ്റ്റ് ഏരിയ തയ്യാറാക്കുന്നു. ഉപയോഗിക്കേണ്ട ഫിൽ മെറ്റീരിയൽ ഈ ഭാഗത്ത് വ്യാപിച്ചിരിക്കുന്നു, അയഞ്ഞ പാളിയുടെ ആഴം 25 സെ. മണ്ണിന്റെ മൊസൈറ്റ് ഉള്ളടക്കം സൂചിപ്പിച്ചിരിക്കുന്ന ടോളറൻസ് പരിധിക്ക് വിധേയമായിരിക്കണം.
ടെസ്റ്റ് ലെയർ തീരുമാനിച്ച കോംപാക്ഷൻ പ്ലാന്റുമായി ഒതുങ്ങുന്നു, കൂടാതെ 4 മുതൽ 16 വരെ പാസുകളുടെ പരിധിയിൽ നിർണ്ണയിക്കപ്പെടുന്ന പൂർണ്ണ ആഴത്തിലേക്ക് ശരാശരി വരണ്ട സാന്ദ്രത. ആവശ്യമായ പാസുകളുടെ എണ്ണം റോളറുകളുടെ ഭാരം, തരം എന്നിവയെ ആശ്രയിച്ചിരിക്കുന്നു. വരണ്ട സാന്ദ്രത അനുസരിച്ച് നിർണ്ണയിക്കപ്പെടുംIS: 2720 (ഭാഗം- XXVIII) ഓരോ കോംപാക്ഷൻ അവസ്ഥയ്ക്കും 5 നിർണ്ണയത്തിന്റെ ശരാശരി നേടണം. റോളർ പാസുകളുടെ എണ്ണത്തിനെതിരെയാണ് ശരാശരി വരണ്ട സാന്ദ്രത കണക്കാക്കുന്നത്. ഈ ഗ്രാഫിൽ നിന്ന്, നിർദ്ദിഷ്ട വരണ്ട സാന്ദ്രത ലഭിക്കുന്നതിന് കോംപാക്ഷൻ ഉപകരണങ്ങൾക്ക് ആവശ്യമായ പാസുകളുടെ ഏകദേശ എണ്ണം നിർണ്ണയിക്കപ്പെടുന്നു.
വായ്പയെടുക്കുന്ന മെറ്റീരിയൽ, കോംപാക്ഷൻ പ്രോസസ്സ്, അല്ലെങ്കിൽ അന്തിമ ഉൽപ്പന്നം എന്നിവ പരിശോധിക്കുന്നതിലൂടെ ഫിൽ മെറ്റീരിയലിന്റെ ഗുണനിലവാരവും അതിന്റെ കോംപാക്ഷനും നിയന്ത്രിക്കപ്പെടും. എന്നിരുന്നാലും, എല്ലാ സാഹചര്യങ്ങളിലും, അന്തിമ ഉൽപ്പന്നം നിർമ്മാണ സവിശേഷതകളുമായി പൊരുത്തപ്പെടണം.
വായ്പയെടുക്കുന്ന വസ്തുക്കളുടെയും കോംപാക്ഷന്റെയും നിയന്ത്രണ പരിശോധനകളുടെ വിശദാംശങ്ങൾ ക്ലോസ് 2.5 ൽ വിശദീകരിച്ചിരിക്കുന്നു. ഒപ്പം 2.6.
വായ്പയെടുക്കുന്ന വസ്തുക്കളിൽ അവയുടെ പ്രത്യേക തരം പരിശോധനകൾ നടത്തണം, അവയുടെ ആവൃത്തി പ്രോജക്ടിൽ ഉപയോഗിച്ചിരിക്കുന്ന പ്ലാന്റ് അല്ലെങ്കിൽ യന്ത്രങ്ങളുടെ സ്വഭാവം, സ്വമേധയാലുള്ള തൊഴിലാളികളുടെ അളവ് എന്നിങ്ങനെയുള്ള നിരവധി ഘടകങ്ങളുടെ ഇടപെടലിനെ ആശ്രയിച്ചിരിക്കും.15
വോൾവ്ഡ്, വായ്പ മെറ്റീരിയലുകളിൽ പ്രത്യേക പരിശോധനകൾ ആവശ്യപ്പെടുന്നുണ്ടോ, വായ്പയെടുക്കൽ, ഭൂപ്രദേശത്തിന്റെ അവസ്ഥ എന്നിവയിൽ നിന്ന് വരുന്ന വസ്തുക്കളുടെ ഏകത അല്ലെങ്കിൽ മറ്റെന്തെങ്കിലും സവിശേഷതകൾ പിന്തുടരേണ്ട സവിശേഷതകൾ. തുടർന്നുള്ള ഖണ്ഡികകളിലും പട്ടിക 2.1 ലും സൂചിപ്പിച്ചിരിക്കുന്ന ശുപാർശിത ആവൃത്തികൾ. അതിനാൽ പതിവ് കേസുകൾക്ക് മാത്രം ബാധകമാണ്. സൈറ്റിലേക്ക് വരുന്ന മെറ്റീരിയൽ സവിശേഷതകളുമായി പൊരുത്തപ്പെടുന്നുണ്ടോയെന്ന് പരിശോധിക്കുന്നതാണ് ഈ പരിശോധനകൾ. വായ്പയെടുക്കുന്ന മെറ്റീരിയലിനായി, ക്ലോസ് 2.2.2 ൽ പരാമർശിച്ചിരിക്കുന്ന പരിശോധനയിൽ നിന്ന് വ്യത്യസ്തമായി കണക്കാക്കണം. കായൽ നിർമ്മാണത്തിനായി മണ്ണിന്റെ പ്രാരംഭ തിരഞ്ഞെടുപ്പുമായി ബന്ധപ്പെട്ടവ. എല്ലാ പ്രോജക്റ്റുകളിലും എല്ലാ പരിശോധനകളും ബാധകമല്ല. സൈറ്റ് അവസ്ഥ മുതലായവയെ ആശ്രയിച്ച്, ഒരു പ്രത്യേക പ്രോജക്റ്റിന് പ്രത്യേക പരിശോധനകൾ മാത്രമേ ആവശ്യമുള്ളൂ. പരിശോധനയുടെ ആവൃത്തി സൂചിപ്പിക്കുന്നത്, നടത്തേണ്ട ഏറ്റവും കുറഞ്ഞ ടെസ്റ്റുകളിലേക്ക് റിലീസുകൾ സൂചിപ്പിക്കുന്നു. മെറ്റീരിയലിന്റെ വൈവിധ്യവും ഏതെങ്കിലും പ്രത്യേക പ്രോജക്റ്റിൽ സ്വീകരിച്ച കോംപാക്ഷൻ ടെക്നിക്കും അനുസരിച്ച് പരിശോധനയുടെ നിരക്ക് ഇവിടെ സൂചിപ്പിച്ചിരിക്കുന്നതിനേക്കാൾ വളരെയധികം വർദ്ധിപ്പിക്കേണ്ടതുണ്ട്.
കുറഞ്ഞത്, ഓരോ തരം മണ്ണിനും ഒരു പരിശോധന. സാധാരണ പരിശോധന നിരക്ക്, 8,000 മീറ്ററിൽ 1-2 ടെസ്റ്റുകൾ3മണ്ണിന്റെ. മണ്ണ് തിരഞ്ഞെടുക്കുന്നതിനുള്ള മാനദണ്ഡമായി ഗ്രേഡേഷൻ അല്ലെങ്കിൽ ധാന്യ വലുപ്പ വിതരണം ഉപയോഗിച്ച് പരിശോധനകൾക്കായി പ്രത്യേകതകൾ ആവശ്യപ്പെടുകയാണെങ്കിൽ മാത്രമേ പരിശോധന ആവശ്യമുള്ളൂ. എന്നിരുന്നാലും, 8000 മീറ്ററിൽ 1-2 ടെസ്റ്റുകൾ എന്ന തോതിൽ മണലിന്റെ അളവ് നിർണ്ണയിക്കുന്നത് സ്ഥിരമായി നടത്തണം3
കുറഞ്ഞത്, ഓരോ തരം മണ്ണിനും ഒരു പരിശോധന. 8000 മീറ്ററിൽ 1-2 ടെസ്റ്റുകളുടെ സാധാരണ നിരക്ക്3 മണ്ണിന്റെ.
വായ്പയെടുക്കുന്ന സ്ഥലങ്ങളിൽ നിന്ന് ആവശ്യമായ ഗുണനിലവാരമുള്ള മണ്ണ് വരുന്നുണ്ടെന്ന് ഉറപ്പുവരുത്തുന്നതിനാണ് ഈ പരിശോധന നടത്തുന്നത്, കൂടാതെ ഈർപ്പം, ലബോറട്ടറി വരണ്ട സാന്ദ്രത എന്നിവയെക്കുറിച്ചുള്ള വിവരങ്ങളും നൽകുന്നു. സാധാരണ പരിശോധന നിരക്ക്, 8000 മീറ്ററിൽ 1-2 ടെസ്റ്റുകൾ3 മണ്ണിന്റെ.
ദോഷകരമായ ലവണങ്ങളായ സോഡിയം സൾഫേറ്റ്, ജൈവവസ്തുക്കൾ (അനുവദനീയമായ പരിധി) യഥാക്രമം 0.2, 1 ശതമാനം എന്നിവയിൽ നിന്ന് മണ്ണ് സ്വതന്ത്രമായിരിക്കും. ആവശ്യമുള്ളപ്പോൾ പരിശോധനകൾ നടത്തും.16
ഓരോ 250 മീറ്ററിനും ഒരു പരിശോധന3 മണ്ണിന്റെ. ലോൺപിറ്റുകളിൽ നിന്ന് പുറത്തുവരുന്ന മണ്ണിന്റെ സ്വാഭാവിക ഈർപ്പം നിർണ്ണയിക്കേണ്ടതുണ്ട്, പ്രകൃതിദത്ത ഈർപ്പം പരമാവധി മൂല്യവുമായി എത്രത്തോളം ഉയരുന്നുവെന്നും ജലത്തിന്റെ അളവ് കൂട്ടുകയോ കുറയ്ക്കുകയോ ചെയ്യേണ്ടതുണ്ടോ എന്ന് വിലയിരുത്തുന്നതിന്.
പട്ടിക 2.1. മിനിമം അഭികാമ്യമായ ആവൃത്തികൾക്കൊപ്പം മുകളിൽ ചർച്ച ചെയ്ത വായ്പ മെറ്റീരിയലുകൾക്കായുള്ള പരിശോധനകളുടെ സംഗ്രഹം നൽകുന്നു.
കോംപാക്ഷൻ നിയന്ത്രണത്തിൽ പ്രധാനമായും രണ്ട് പ്രവർത്തനങ്ങൾ ഉൾപ്പെടുന്നു, അതായത്, കോംപാക്ഷന് തൊട്ടുമുമ്പ് ഈർപ്പം നിയന്ത്രിക്കുക, കോംപാക്റ്റ് ചെയ്ത പാളിയുടെ സാന്ദ്രത.
ക്ലോസ് 2.5.6-ൽ പറഞ്ഞിരിക്കുന്ന കടം വാങ്ങുന്ന വസ്തുക്കൾക്ക് പുറമേ കോംപാക്ഷൻ നിയന്ത്രണത്തിനുള്ള ഈർപ്പം ഉള്ളടക്ക നിർണ്ണയവും ആയിരിക്കും. സാന്ദ്രത ഫലങ്ങളെ സാരമായി സ്വാധീനിക്കുന്ന കോംപാക്ഷൻ സമയത്ത് ശരിയായ ഈർപ്പം ഉറപ്പാക്കാൻ ഈ പരിശോധന ആവശ്യമാണ്. സാധാരണ പരിശോധന നിരക്ക് 250 മീറ്ററിൽ 2-3 ടെസ്റ്റുകളായിരിക്കണം3 മണ്ണിന്റെ.
മറ്റുവിധത്തിൽ സംവിധാനം ചെയ്യുമ്പോൾ ഒഴികെ, ഓരോ 1000 മീറ്ററിനും അവസാനമായി ഒരു സാന്ദ്രത അളക്കും2 കോംപാക്റ്റ് ഏരിയയുടെ. മുൻകൂട്ടി നിശ്ചയിച്ച റാൻഡം സാമ്പിൾ ടെക്നിക്കുകളിലൂടെ മാത്രമേ ടെസ്റ്റ് ലൊക്കേഷനുകൾ തിരഞ്ഞെടുക്കൂ. നിയന്ത്രണം ആരുടെയെങ്കിലും പരിശോധനയുടെ ഫലത്തെ അടിസ്ഥാനമാക്കിയുള്ളതല്ല, മറിച്ച് 5-10 സാന്ദ്രത നിർണ്ണയങ്ങളുടെ ശരാശരി മൂല്യത്തെ അടിസ്ഥാനമാക്കിയുള്ളതാണ്. വായ്പയെടുക്കുന്ന മെറ്റീരിയലിലും കോംപാക്ഷൻ രീതിയിലും മതിയായ നിയന്ത്രണം ഉണ്ടെന്ന് തോന്നുന്നിടത്തോളം ഒരു കൂട്ടം അളവുകളിലെ പരിശോധനകളുടെ എണ്ണം 5 ആയിരിക്കും. എന്നാൽ ഈ നിയന്ത്രണത്തെക്കുറിച്ച് എന്തെങ്കിലും സംശയമുണ്ടെങ്കിലോ വ്യക്തിഗത സാന്ദ്രത ഫലങ്ങൾക്കിടയിൽ കാര്യമായ വ്യതിയാനങ്ങൾ നിരീക്ഷിക്കപ്പെടുകയാണെങ്കിലോ, ഒരു കൂട്ടം അളവുകളിലെ പരിശോധനകളുടെ എണ്ണം 10 ആയി വർദ്ധിപ്പിക്കും. ഫലങ്ങളുടെ സ്വീകാര്യത ശരാശരി എന്ന നിബന്ധനയ്ക്ക് വിധേയമായിരിക്കും വരണ്ട സാന്ദ്രത നിർദ്ദിഷ്ട സാന്ദ്രതയ്ക്ക് തുല്യമോ കവിയുന്നതോ ആണ്, കൂടാതെ ഏതെങ്കിലും ഫലങ്ങളുടെ സ്റ്റാൻഡേർഡ് ഡീവിയേഷൻ ഒരു സിസിക്ക് 0.08 ഗ്രാം താഴെയാണ്.17
പൊതുവേ, രൂപീകരണത്തിന്റെ മുകളിലെ സബ്ഗ്രേഡ് ലെയറുകളിലെ നിയന്ത്രണം മുകളിൽ പറഞ്ഞതിനേക്കാൾ കൂടുതൽ കർശനമായിരിക്കും, സാന്ദ്രത അളവുകൾ 500-1000 മീറ്ററിന് 1 ടെസ്റ്റ് എന്ന നിരക്കിൽ നടത്തുന്നു2 കോംപാക്റ്റ് ഏരിയയുടെ. കൂടാതെ, ശരാശരി സാന്ദ്രതയും സ്റ്റാൻഡേർഡ് ഡീവിയേഷനും നിർണ്ണയിക്കുന്നതിന് (അധ്യായം 8 കാണുക), ഒരു കൂട്ടം അളവുകളിലെ പരിശോധനകളുടെ എണ്ണം 10 ൽ കുറവായിരിക്കരുത്. ജോലിയുടെ സ്വീകാര്യത ക്ലോസ് 2.6 ൽ പറഞ്ഞിരിക്കുന്ന അതേ വ്യവസ്ഥകൾക്ക് വിധേയമായിരിക്കും. 3.
പട്ടിക 2.2. കോംപാക്ഷൻ നിയന്ത്രണത്തിനായി ടെസ്റ്റുകളുടെ ഏറ്റവും അഭികാമ്യമായ ആവൃത്തി സജ്ജമാക്കുന്നു.
| എസ്. | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | ഗ്രേഡേഷൻ * / സാൻഡ്- ഉള്ളടക്കം | IS: 2720 ഭാഗം IV-1965 | 8000 മീറ്ററിൽ 1-2 ടെസ്റ്റുകൾ3 മണ്ണിന്റെ |
| 2. | പ്ലാസ്റ്റിറ്റി സൂചിക | IS: 2720 ഭാഗം വി-1970 | —Do- |
| 3. | സ്റ്റാൻഡേർഡ് പ്രോക്ടർ ടെസ്റ്റ് | IS: 2720 ഭാഗം VII-1965 | —Do— |
| 4. | 3 മാതൃകകളുടെ ഒരു കൂട്ടത്തിൽ സിബിആർ ** | IS: 2720 ഭാഗം XVI-1965 | 3000 മീ3 |
| 5. | ഇല്ലാതാക്കുന്ന ഘടകങ്ങൾ | IS: 2720 ഭാഗം XXVII-1968 | ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
| 6. | സ്വാഭാവിക ഈർപ്പം | IS: 2720 ഭാഗം II-1973 (രണ്ടാം പുനരവലോകനം) | 250 മീറ്ററിൽ ഒരു പരിശോധന3 മണ്ണിന്റെ |
| * അത്തരം പരിശോധനകൾക്ക് സവിശേഷതകൾ ആവശ്യപ്പെടുകയാണെങ്കിൽ. | |||
| ** ഡിസൈൻ ആവശ്യങ്ങൾക്കായി വ്യക്തമാക്കിയിട്ടില്ലെങ്കിൽ മാത്രം.18 | |||
| എസ്. | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | കോംപാക്ഷന് തൊട്ടുമുമ്പ് ഈർപ്പം ഉള്ളടക്കം | IS: 2720 ഭാഗം II—1973 (രണ്ടാം പുനരവലോകനം) | 250 മീറ്ററിൽ 2-3 ടെസ്റ്റുകൾ3 അയഞ്ഞ മണ്ണിന്റെ. |
| 2. | കോംപാക്റ്റ് ചെയ്ത ലെയറിന്റെ വരണ്ട സാന്ദ്രത | IS: 2720 ഭാഗം XXVIII—1966 | സാധാരണയായി, 1000 മീറ്ററിൽ ഒരു പരിശോധന2 കായലിന്റെ ബോഡി 500x1000 മീറ്ററിൽ ഒരു ടെസ്റ്റായി ഉയർത്തുന്നതിനുള്ള കോംപാക്റ്റ് ഏരിയ2 മുകളിലെ സബ്ഗ്രേഡ് ലെയറുകൾക്കായുള്ള കോംപാക്റ്റ് ഏരിയ, അതായത് കായലിന്റെ മികച്ച 500 മില്ലീമീറ്റർ ഭാഗം.19 |
ഇനിപ്പറയുന്ന ഉപ-അടിസ്ഥാന കോഴ്സുകൾ ഈ അധ്യായത്തിൽ കൈകാര്യം ചെയ്യുന്നു:
കല്ല് പരിഹരിക്കൽ, ഒരു ചട്ടം പോലെ, ക്രമേണ ഒരു ഉപ-അടിത്തറയായി കാലഹരണപ്പെടുകയാണ്, കാരണം അതിന്റെ താഴ്ന്ന ലോഡ് വ്യാപിക്കുന്ന സ്വഭാവവും മോശം അല്ലെങ്കിൽ മങ്ങിയ ഉപഗ്രേഡുകളിലേക്ക് മുങ്ങാനുള്ള ബാധ്യതയും. എന്നിരുന്നാലും, ഇത് ഇപ്പോഴും ഉപയോഗിക്കുന്നിടത്ത്, ഇവിടെ വിവരിച്ചിരിക്കുന്നതുപോലെ മെറ്റീരിയലുകളുടെയും പ്രവൃത്തികളുടെയും നിയന്ത്രണം പ്രയോഗിക്കണം.
സൃഷ്ടിയിൽ സംയോജിപ്പിക്കുന്നതിന് മുമ്പ്, ക്വാറിയിലോ സൈറ്റിലോ കല്ല് പരിഹരിക്കുന്നതിനുള്ള വസ്തുക്കൾ പ്രത്യേക ആവശ്യകതകൾക്കായി പരിശോധിക്കും.
കല്ലുകൾ ഗ്രാനൈറ്റ്, ചുണ്ണാമ്പു കല്ല്, മണൽക്കല്ല് മുതലായവ ആയിരിക്കണം.
6-ൽ കൂടാത്ത പ്ലാസ്റ്റിറ്റി സൂചികയുള്ള മണൽ അല്ലെങ്കിൽ മറ്റേതെങ്കിലും ഗ്രാനുലാർ മെറ്റീരിയലായിരിക്കണം ഫില്ലർ മെറ്റീരിയൽ.
7-ാം അധ്യായത്തിൽ പറഞ്ഞിരിക്കുന്നതുപോലെ ലൈൻ, ഗ്രേഡ്, ക്രോസ്-സെക്ഷൻ എന്നിവയ്ക്കായി സബ്ഗ്രേഡ് പരിശോധിക്കും. അനുവദനീയമായ ടോളറൻസുകൾക്കപ്പുറത്തുള്ള എല്ലാ ക്രമക്കേടുകളും ശരിയാക്കും. മൃദുവായതും വിളവ് നൽകുന്നതുമായ സ്ഥലങ്ങളും റൂട്ടുകളും ശരിയാക്കി ഉറച്ചതുവരെ ഉരുട്ടിക്കളയും.
എക്സിക്യൂഷൻ സമയത്ത് ഇനിപ്പറയുന്ന പോയിന്റുകൾ കാഴ്ചയിൽ സൂക്ഷിക്കും:
മെറ്റീരിയലുകൾ, ജോലി എന്നിവയിലെ ഗുണനിലവാര നിയന്ത്രണ പരിശോധനകളും അവയുടെ ഏറ്റവും കുറഞ്ഞ ആവൃത്തിയും പട്ടിക 3.1 ൽ കാണിച്ചിരിക്കുന്നതുപോലെ ആയിരിക്കും.
| എസ്. | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | മൊത്തം ഇംപാക്റ്റ് മൂല്യം / ലോസ് ഏഞ്ചൽസ് ഉരച്ചിലിന്റെ മൂല്യം | IS: 2386 (ഭാഗം IV) 1963 | 200 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 2. | ഫില്ലർ മെറ്റീരിയലിന്റെ പ്ലാസ്റ്റിറ്റി സൂചിക | IS: 2720 (ഭാഗം V)—1963 | 25 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 3. | ഗ്രേഡ്, കാംബർ, കനം, ഉപരിതല ഫിനിഷ് എന്നിവയുടെ നിയന്ത്രണം | അധ്യായം 7 കാണുക | പതിവായി24 |
7-ാം അധ്യായത്തിൽ വ്യക്തമാക്കിയ ടോളറൻസുകൾക്കപ്പുറത്ത് പൂർത്തിയായ ഉപരിതലത്തിൽ ക്രമക്കേടുകൾ ഇനിപ്പറയുന്ന രീതിയിൽ ശരിയാക്കും:
പൂർത്തിയായ ഉപരിതലം വളരെ ഉയർന്നതോ വളരെ കുറവോ ആയിരിക്കുമ്പോൾ, പരിഹാരം മുഴുവൻ ആഴത്തിലും പൊളിച്ച് വ്യക്തമാക്കിയ രീതിയിൽ പുനർനിർമിക്കും. ഒരു സാഹചര്യത്തിലും ഫില്ലർ മെറ്റീരിയൽ ഉപയോഗിച്ച് വിഷാദം പൂരിപ്പിക്കുന്നത് അനുവദിക്കില്ല.
ജോലികൾ പരിഹരിക്കുന്നതിനുള്ള ഇഷ്ടികകൾ ഒന്നോ അതിലധികമോ ലെയറുകളിൽ പരന്നതോ അരികിലോ സ്ഥാപിക്കാം.
കൃതികളിൽ സംയോജിപ്പിക്കുന്നതിന് മുമ്പ് ഇഷ്ടികകളുടെ ഗുണനിലവാരം സ്പെസിഫിക്ക-ടിയോൺ ആവശ്യകതകൾക്കായി പരിശോധിക്കും. ഉപയോഗിക്കേണ്ട ഇഷ്ടികകൾ പൂർണ്ണ വലുപ്പമുള്ളതും ഇഷ്ടിക ബാറ്റുകൾ ഉപയോഗിക്കില്ല.
6-ൽ കൂടാത്ത പ്ലാസ്റ്റിറ്റി സൂചികയുള്ള മണലോ മറ്റേതെങ്കിലും വസ്തുക്കളോ ആയിരിക്കും ഫില്ലർ.
വകുപ്പ് 3.2.3.1. ബാധകമാകും.
സൃഷ്ടി നടത്തുമ്പോൾ ഇനിപ്പറയുന്ന കാര്യങ്ങൾ മനസ്സിൽ സൂക്ഷിക്കും:
മെറ്റീരിയലുകളെയും ജോലിയെയും കുറിച്ചുള്ള ഗുണനിലവാര നിയന്ത്രണ പരിശോധനകളും അവയുടെ ഏറ്റവും കുറഞ്ഞ ആവൃത്തിയും പട്ടിക 3.2 ൽ സൂചിപ്പിച്ചിരിക്കുന്നതുപോലെ ആയിരിക്കും.25
| എസ്. | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | ഇഷ്ടികകളുടെ ചതച്ച ശക്തി | IS: 3495 (ഭാഗം I മുതൽ IV വരെ)- 1973 ആദ്യ പുനരവലോകനം |
ഓരോ 50,000 ഇഷ്ടികകൾക്കും 5 ഇഷ്ടികകൾ പരീക്ഷിക്കണം |
| 2. | ഇഷ്ടികകളുടെ വെള്ളം ആഗിരണം |
IS: 3495 (I മുതൽ IV വരെയുള്ള ഭാഗങ്ങൾ)—1973 ആദ്യ പുനരവലോകനം | —Do— |
| 3. | ഫില്ലർ മെറ്റീരിയലിന്റെ പ്ലാസ്റ്റിറ്റി സൂചിക | IS: 2720 (ഭാഗം V)701970 ആദ്യ പുനരവലോകനം | 25 മീറ്ററിൽ ഒരു കുറവ്3 |
സബ്-ബേസ് വാട്ടർ ബൗണ്ട് മക്കാഡമായി ഉപയോഗിക്കുന്നതിന് 40-90 മില്ലീമീറ്റർ വലുപ്പമുള്ള വലുപ്പമുള്ള അഗ്രഗേറ്റുകൾ ഉപയോഗിച്ച് നിർമ്മിക്കും. ഉപയോഗിച്ച മെറ്റീരിയലുകളും ജോലിയും ആവശ്യകതകളുമായി പൊരുത്തപ്പെടുംIRC: 19-1977, അവയുടെ ഗുണനിലവാരം വാട്ടർ ബ bound ണ്ട് മക്കാഡാം ബേസ് കോഴ്സിനായി നാലാം അധ്യായത്തിൽ വിവരിച്ചിരിക്കുന്ന അതേ ലൈനുകളിൽ നിയന്ത്രിക്കും.
മ or റം, മണ്ണ്-ചരൽ മിശ്രിതങ്ങൾ, സ്വാഭാവികമായും കുറഞ്ഞ ഗ്രേഡ് വസ്തുക്കൾ എന്നിവ ഉപയോഗിച്ചാണ് ഇത്തരത്തിലുള്ള ഉപ-ബേസ് നിർമ്മിച്ചിരിക്കുന്നത്.
മെറ്റീരിയലുകൾ വ്യക്തമാക്കിയ സവിശേഷതകൾക്ക് അനുസൃതമായിരിക്കണം.
വകുപ്പ് 3.2.3.1. ബാധകമാകും.
* പാറയുടെ വിഘടനത്താൽ രൂപം കൊള്ളുന്ന സ്വാഭാവികമായി ഉണ്ടാകുന്ന വസ്തുക്കൾക്ക് സാധാരണയായി നൽകുന്ന പേരാണ് മൂറം.26
ജോലിയുടെ നിർവ്വഹണ സമയത്ത് ഇനിപ്പറയുന്ന കാര്യങ്ങൾ മനസ്സിൽ സൂക്ഷിക്കും:
മെറ്റീരിയലുകളിലെ ഗുണനിലവാര നിയന്ത്രണ പരിശോധനകളും അവയുടെ ഏറ്റവും കുറഞ്ഞ ആവൃത്തിയിലുള്ള പ്രവർത്തനവും പട്ടിക 3.3 ൽ സൂചിപ്പിച്ചിരിക്കുന്നു.
| എസ്. | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | തരംതിരിവ് | IS: 2720 (ഭാഗം IV)—1965 |
200 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 2. | പ്ലാസ്റ്റിറ്റി | IS: 2720 (ഭാഗം V)—1970 |
-ഡോ- |
| 3. | സ്വാഭാവിക ഈർപ്പം | IS: 2720 (ഭാഗം II)—1973 (ആദ്യ പുനരവലോകനം) |
250 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 4. | ഇല്ലാതാക്കുന്ന ഘടകങ്ങൾ | IS: 2720 (ഭാഗം XXVII) |
ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
| 5. | കോംപാക്ഷന് മുമ്പുള്ള ഈർപ്പം ഉള്ളടക്കം | IS: 2720 (ഭാഗം II)-1973 (രണ്ടാമത്തെ പുനരവലോകനം) |
250 മീറ്ററിൽ ഒരു പരിശോധന2 |
| 6. | കോംപാക്റ്റ് ലെയറിന്റെ സാന്ദ്രത |
IS: 2720 (ഭാഗം XXVIII)—1966 |
500 മീറ്ററിൽ ഒരു പരിശോധന2 |
| 7. | ഗ്രേഡ്, കാംബർ കനം, ഉപരിതല ഫിനിഷ് എന്നിവയുടെ നിയന്ത്രണം |
കാണുക അധ്യായം 7 | പതിവായി |
| 8. | സിബിആർ ടെസ്റ്റ് * (ഒരു കൂട്ടം 3 മാതൃകകളിൽ) |
IS: 2720 (ഭാഗം XVI)—1965 | ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
| * ഈ പരിശോധന, സവിശേഷതകളിൽ വ്യക്തമാക്കിയിട്ടില്ലെങ്കിൽ, ഡിസൈനിന് മാത്രമുള്ളതാണ്.27 | |||
ഫിനിഷ്ഡ് സബ്-ബേസ് ലെയറിന്റെ ഉപരിതല ക്രമക്കേടുകൾ 7-ാം അധ്യായത്തിൽ നൽകിയിരിക്കുന്ന നിർദ്ദിഷ്ട ടോളറൻസുകൾക്ക് പുറത്താണെങ്കിൽ, അത് ശരിയാക്കും. ഉപരിതലം വളരെ ഉയർന്നതാണെങ്കിൽ, അത് ട്രിം ചെയ്യുകയും അനുയോജ്യമായ രീതിയിൽ ചുരുക്കുകയും ചെയ്യും. ഇത് വളരെ കുറവാണെങ്കിൽ, പുതിയ മെറ്റീരിയൽ ചേർത്ത് കുറവ് പരിഹരിക്കും. കോംപാക്ഷന്റെ അളവും ഉപയോഗിക്കേണ്ട മെറ്റീരിയലും സവിശേഷത ആവശ്യകതകളുമായി പൊരുത്തപ്പെടും.
മെക്കാനിക്കൽ സ്ഥിരത പ്രധാനമായും മൂന്ന് വ്യത്യസ്ത തരം ആണ്, അതായത്, കളിമൺ മിശ്രിതത്തോടുകൂടിയ മണൽ മണ്ണിന്റെ സ്ഥിരത, മണലിന്റെ മിശ്രിതത്തോടുകൂടിയ കളിമണ്ണിലെ മണ്ണിന്റെ സ്ഥിരത, മൃദുവായ അഗ്രഗേറ്റുകളുപയോഗിച്ച് സ്ഥിരത.
മെക്കാനിക്കൽ സ്ഥിരതയ്ക്കായി ഉപയോഗിക്കുന്ന മിശ്രിതം / ഒട്ടിക്കൽ വസ്തുക്കൾ പ്രത്യേക ആവശ്യകതകൾക്കായി പരിശോധിക്കും.
വകുപ്പ് 3.2.3.1. ബാധകമാകും.
സൃഷ്ടി നടത്തുമ്പോൾ ഇനിപ്പറയുന്ന പോയിന്റുകൾ മനസ്സിൽ സൂക്ഷിക്കും:
മെറ്റീരിയലുകളിലെ ഗുണനിലവാര നിയന്ത്രണ പരിശോധനകളും അവയുടെ ഏറ്റവും കുറഞ്ഞ ആവൃത്തിയിലുള്ള പ്രവർത്തനവും പട്ടിക 3.4 ൽ സൂചിപ്പിച്ചിരിക്കുന്നു. നിർദ്ദിഷ്ട ടെസ്റ്റുകളും സോഫ്റ്റ് അഗ്രഗേറ്റുകളിലെ അവയുടെ ആവൃത്തിയും പട്ടിക 3.4 ൽ ഉൾപ്പെടുത്തിയിട്ടുണ്ട്. ഏതെങ്കിലും ടെസ്റ്റിനായി, ടെസ്റ്റിംഗ് നടപടിക്രമം സൂചിപ്പിച്ചിട്ടില്ലെങ്കിൽ, സ്വീകാര്യമായ എഞ്ചിനീയറിംഗ് പ്രാക്ടീസ് അനുസരിച്ച് ഇത് നടപ്പിലാക്കും.
7-ാം അധ്യായത്തിൽ സൂചിപ്പിച്ചിരിക്കുന്ന ടോളറൻസുകൾക്ക് പുറത്ത് സ്ഥിരതയുള്ള പാളിയുടെ ഉപരിതല ക്രമക്കേട് വീഴുകയാണെങ്കിൽ, അത് ശരിയാക്കും. ഉപരിതലം വളരെ ഉയർന്നതാണെങ്കിൽ, അത് ട്രിം ചെയ്യുകയും അനുയോജ്യമായ രീതിയിൽ ചുരുക്കുകയും ചെയ്യും. ഇത് വളരെ കുറവാണെങ്കിൽ, പുതിയ മെറ്റീരിയൽ ചേർത്ത് കുറവ് പരിഹരിക്കും. കോംപാക്ഷന്റെ അളവും ഉപയോഗിക്കേണ്ട മെറ്റീരിയലും സവിശേഷത ആവശ്യകതകളുമായി പൊരുത്തപ്പെടും.29
| എസ്. | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | മൊത്തം ഇംപാക്ട് മൂല്യം * | IS: 2386 (ഭാഗം IV) —1963 |
200 മീറ്ററിന് ഒരു പരിശോധന * |
| 2. | ജലത്തിന്റെ ആഗിരണം * | IS: 2386 (ഭാഗം III) —1963 |
200 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 3. | പൾവറൈസേഷന്റെ ബിരുദം | - | പതിവായി |
| 4. | മിശ്രിത വസ്തുക്കളുടെ പ്ലാസ്റ്റിറ്റി സൂചിക | IS: 2720 (ഭാഗം V)—1970 (ആദ്യ പുനരവലോകനം) |
1000 മീറ്ററിൽ ഒരു പരിശോധന2 |
| 5. | മിശ്രിത വസ്തുക്കളുടെ മണൽ ഉള്ളടക്കം | IS: 2720 (ഭാഗം IV)—1965 |
—Do— |
| 6. | കോംപാക്ഷന് മുമ്പുള്ള ഈർപ്പം | IS: 2720 (ഭാഗം II)-1973 (രണ്ടാമത്തെ പുനരവലോകനം) |
250 മീറ്ററിൽ ഒരു പരിശോധന2 |
| 7. | കോംപാക്റ്റ് ചെയ്ത ലെയറിന്റെ വരണ്ട സാന്ദ്രത | IS: 2720 (ഭാഗം XXVIII) —1966 |
500 മീറ്ററിൽ ഒരു പരിശോധന2 |
| 8. | ഗ്രേഡ്, കാംബർ, കനം, ഉപരിതല ഫിനിഷ് എന്നിവയുടെ നിയന്ത്രണം | അധ്യായം 7 കാണുക | പതിവായി |
| 9. | മെറ്റീരിയലിൽ സിബിആർ പരിശോധന ** സൈറ്റിൽ കലർത്തി (3 മാതൃകകളുടെ ഒരു കൂട്ടം) |
IS: 2720 (ഭാഗം XVI)—1965 | 3000 മീ2 |
| 10. | ഇല്ലാതാക്കുന്ന ഘടകങ്ങൾ | IS: 2720 (ഭാഗം XXVII) —1968 |
ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
|
* വേണ്ടിടത്ത്. ** വ്യക്തമാക്കിയിട്ടില്ലെങ്കിൽ മാത്രമേ ഈ പരിശോധന ഡിസൈനിന്റെ ഉദ്ദേശ്യത്തിനായിട്ടുള്ളൂ. | |||
കുമ്മായം സ്ഥിരതയുള്ള മണ്ണിനുപുറമെ, മൊറം പോലുള്ള വസ്തുക്കളുടെ കുമ്മായം ഉപയോഗിച്ച് സ്ഥിരത ഉൾക്കൊള്ളുന്ന നിർമാണങ്ങളും ഈ ഉപവിഭാഗം ഉൾക്കൊള്ളുന്നു.
സൈറ്റിൽ വിതരണം ചെയ്യുമ്പോൾ കുമ്മായം വ്യക്തമാക്കിയതും ലഭ്യമായ കാൽസ്യം ഓക്സൈഡ് ഉള്ളടക്കവും പരിശോധിക്കും. അതിന്റെ കാൽസ്യം ഓക്സൈഡ് ഉള്ളടക്കവുമായി ബന്ധപ്പെട്ട മണ്ണിൽ കുമ്മായത്തിന്റെ അളവ് വരണ്ട മണ്ണിന്റെ ഭാരം അനുസരിച്ച് പ്രകടിപ്പിക്കും. ലബോറട്ടറി പരിശോധനകളുടെ അടിസ്ഥാനത്തിൽ കുമ്മായത്തിന്റെ അളവ് മുൻകൂട്ടി നിശ്ചയിക്കും.30
വകുപ്പ് 3.2.3.1. ബാധകമാകും.
സൃഷ്ടി നടത്തുമ്പോൾ ഇനിപ്പറയുന്ന കാര്യങ്ങൾ മനസ്സിൽ സൂക്ഷിക്കും:
മെറ്റീരിയലുകളിലെ ഗുണനിലവാര നിയന്ത്രണ പരിശോധനകളും അവയുടെ ഏറ്റവും കുറഞ്ഞ ആവൃത്തിയിലുള്ള പ്രവർത്തനവും പട്ടിക 3.5 ൽ സൂചിപ്പിച്ചിരിക്കുന്നു. ഏതെങ്കിലും പരിശോധനയ്ക്കായി പരിശോധനയുടെ നടപടിക്രമം സൂചിപ്പിച്ചിട്ടില്ലെങ്കിൽ, സ്വീകാര്യമായ എഞ്ചിനീയറിംഗ് പരിശീലനത്തിന് അനുസൃതമായി ഇത് നടപ്പിലാക്കും.
7-ാം അധ്യായത്തിൽ നൽകിയിരിക്കുന്ന നിർദ്ദിഷ്ട സഹിഷ്ണുതയ്ക്ക് പുറത്ത് സ്ഥിരതയുള്ള പാളിയുടെ ഉപരിതല ക്രമക്കേട് വീഴുമ്പോൾ, അത് ശരിയാക്കും.
ഉപരിതലത്തിൽ ഉയർന്ന ഉയരത്തിൽ, ചുവടെയുള്ള മെറ്റീരിയൽ ഈ പ്രവർത്തനത്തെ ശല്യപ്പെടുത്താതിരിക്കാൻ ശ്രദ്ധിക്കുമ്പോൾ അതേ രീതിയിൽ ട്രിം ചെയ്യും.
എന്നിരുന്നാലും, ഉപരിതലം വളരെ കുറവാണെങ്കിൽ, ഇനി മുതൽ വിവരിച്ചതുപോലെ തന്നെ ഇത് ശരിയാക്കപ്പെടും. ക്രമക്കേട് കണ്ടെത്തുന്നതിനും മെറ്റീരിയൽ കലർത്തുന്ന സമയത്തിനുമിടയിലുള്ള സമയം 3 മണിക്കൂറിൽ കുറവാണെങ്കിൽ, ഉപരിതലത്തെ 50 മില്ലീമീറ്റർ ആഴത്തിൽ സ്കാർഫ് ചെയ്യും, ആവശ്യാനുസരണം പുതുതായി മിശ്രിത വസ്തുക്കൾ ചേർത്ത് ആവശ്യകതകളുമായി വീണ്ടും സംയോജിപ്പിക്കും. കഴിഞ്ഞുപോയ സമയം 3 മണിക്കൂറിൽ കൂടുതലാണെങ്കിൽ, പാളിയുടെ മുഴുവൻ ആഴവും നടപ്പാതയിൽ നിന്ന് നീക്കംചെയ്യുകയും വ്യക്തമാക്കിയതുപോലെ പുതിയ മെറ്റീരിയൽ ഉപയോഗിച്ച് മാറ്റിസ്ഥാപിക്കുകയും ചെയ്യും.32
| എസ്. | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | കുമ്മായത്തിന്റെ ശുദ്ധതയും ലഭ്യമായ കാൽസ്യം ഓക്സൈഡും | IS: 1514-1959 | ഓരോ ചരക്കിനും ഒരു പരിശോധന 5 ടൺ കുമ്മായത്തിന് കുറഞ്ഞത് ഒരു പരിശോധനയ്ക്ക് വിധേയമാണ് |
| 2. | മിശ്രിതമാക്കിയ ഉടനെ നാരങ്ങയുടെ ഉള്ളടക്കം | IS: 1514-1959 | 250 മീറ്ററിൽ ഒരു പരിശോധന2 |
| 3. | പൾവറൈസേഷന്റെ ബിരുദം | - | പതിവായി |
| 4. | കോംപാക്ഷന് മുമ്പുള്ള ഈർപ്പം | IS: 2720 (ഭാഗം II)-1973 (രണ്ടാമത്തെ പുനരവലോകനം) |
250 മീറ്ററിൽ ഒരു പരിശോധന2 |
| 5. | കോംപാക്റ്റ് ചെയ്ത ലെയറിന്റെ വരണ്ട സാന്ദ്രത |
IS: 2720 (ഭാഗം XXVIII)-1966 |
500 മീറ്ററിൽ ഒരു പരിശോധന2 |
| 6. | ഗ്രേഡ്, കാംബർ, കനം, ഉപരിതല ഫിനിഷ് എന്നിവയുടെ നിയന്ത്രണം | അധ്യായം 7 കാണുക | പതിവായി |
| 7. | മെറ്റീരിയലുകളെക്കുറിച്ചുള്ള സിബിആർ പരിശോധന * സൈറ്റിൽ കലർത്തി (3 മാതൃകകളുടെ ഒരു കൂട്ടം) |
IS: 2720 (ഭാഗം XVI)-1965 |
3000 മീ2 |
| 8. | മണ്ണിന്റെ ഇല്ലാതാക്കുന്ന ഘടകങ്ങൾ |
IS: 2720 (ഭാഗം XXVI)-1973 (ആദ്യ പുനരവലോകനം) | ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
Test ഈ ടെസ്റ്റ് രീതി ഫീൽഡിലെ വിശാലമായ ആപ്ലിക്കേഷന് അസ ven കര്യമാണ്. അതിനാൽ, മെറ്റീരിയൽ അളവുകളിലും അവയുടെ പ്രോസസ്സിംഗിലും കൃത്യമായ നിയന്ത്രണം ചെലുത്തുന്നത് അഭികാമ്യമാണ്. * വ്യക്തമാക്കിയിട്ടില്ലെങ്കിൽ, ഈ പരിശോധന രൂപകൽപ്പനയുടെ ഉദ്ദേശ്യത്തിനായി മാത്രമാണ്. |
|||
അടിസ്ഥാന കോഴ്സുകൾക്ക് ഉപയോഗിക്കാൻ ഉദ്ദേശിക്കുന്ന മണ്ണ്-സിമന്റിൽ നിന്ന് വ്യത്യസ്തമായി, സിമൻറ് പരിഷ്കരിച്ച മണ്ണ് ഉപ-അടിത്തറയായി ഉപയോഗിക്കുന്നതിന് താഴ്ന്ന-ഉള്ളടക്ക ഉള്ളടക്കം ഉപയോഗിച്ച് വിഭാവനം ചെയ്യുന്നു.
സിമൻറ് സ്ഥിരതയ്ക്കായി നിർദ്ദേശിച്ചിട്ടുള്ള മണ്ണിൽ 0.2 ശതമാനത്തിൽ കൂടുതൽ സൾഫേറ്റ് അടങ്ങിയിരിക്കില്ല. ഉപയോഗിച്ച സിമൻറ് ആവശ്യകതകൾ പാലിക്കുന്നുണ്ടോയെന്ന് പരിശോധിക്കുംIS: 269- (1967),455-1967 (രണ്ടാം പുനരവലോകനം) അല്ലെങ്കിൽ1489-1967 (ആദ്യ പുനരവലോകനം) ബാധകമാണ്. സംയോജിപ്പിക്കുന്നതിനുള്ള സിമന്റിന്റെ അളവ് വരണ്ട മണ്ണിന്റെ ഭാരം അനുസരിച്ച് ഒരു ശതമാനമായി പ്രകടിപ്പിക്കും. ലബോറട്ടറി പരിശോധനകളുടെ അടിസ്ഥാനത്തിൽ ഇത് മുൻകൂട്ടി നിശ്ചയിക്കും.33
വകുപ്പ് 3.2.3.1. ബാധകമാകും.
സിമൻറ് പരിഷ്കരിച്ച മണ്ണിന്റെ സംസ്കരണത്തിലും നിർമ്മാണത്തിലും ഏർപ്പെട്ടിരിക്കുന്ന പ്രവർത്തനങ്ങൾ കുമ്മായം സ്ഥിരതയുള്ള മണ്ണിന് തുല്യമാണ്, അല്ലാതെ സ്ഥിരത കൈവരിക്കുന്ന വസ്തു കുമ്മായത്തിന് പകരം സിമന്റായിരിക്കും. അതുപോലെ, വകുപ്പ് 3.7.3.2. ബാധകമാകുമെങ്കിലും സിമന്റ് മണ്ണും മിശ്രിതവും തമ്മിലുള്ള മിശ്രിത സമയപരിധിക്കുള്ളിൽ ഈ കേസിൽ 2 മണിക്കൂർ ആയിരിക്കും.
ഗുണനിലവാര നിയന്ത്രണം
മെറ്റീരിയലുകൾ, ജോലി എന്നിവയെക്കുറിച്ചുള്ള പരിശോധനകളും അവയുടെ ഏറ്റവും കുറഞ്ഞ ആവൃത്തിയും പട്ടിക 3.6 ൽ സൂചിപ്പിച്ചിരിക്കുന്നതുപോലെ ആയിരിക്കും. ഏതെങ്കിലും പരിശോധനയ്ക്കായി ടെസ്റ്റിംഗ് നടപടിക്രമങ്ങൾ സൂചിപ്പിച്ചിട്ടില്ലെങ്കിൽ, നിലവിലുള്ള എഞ്ചിനീയറിംഗ് പ്രാക്ടീസ് അനുസരിച്ച് ഇത് നടപ്പിലാക്കും.
| എസ്. | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | ഇല്ലാതാക്കുന്ന ഘടകങ്ങൾ | IS: 2720 (ഭാഗം XXVII)-1968 | ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
| 2. | സിമന്റിന്റെ ഗുണനിലവാരം | IS:269/455/1489 | —Do— |
| 3. | സിമന്റ് ഉള്ളടക്കം കലർത്തിയ ഉടൻ | 250 മീറ്ററിൽ ഒരു പരിശോധന2 | |
| 4. | പൾവറൈസേഷന്റെ ബിരുദം | - | പതിവായി |
| 5. | കോംപാക്ഷന് മുമ്പുള്ള ഈർപ്പം | IS: 2720 (ഭാഗം 10)-1973 (രണ്ടാം പുനരവലോകനം) | 250 മീറ്ററിൽ ഒരു പരിശോധന2 |
| 6. | വരണ്ട സാന്ദ്രത | IS: 2720 (ഭാഗം XXVIII)-1966 | 500 മീറ്ററിൽ ഒരു പരിശോധന2 |
| 7. | ഗ്രേഡ്, കാംബർ കനം, ഉപരിതല ഫിനിഷ് എന്നിവയുടെ നിയന്ത്രണം | അധ്യായം 7 കാണുക | പതിവായി |
| 8. | മെറ്റീരിയലുകളെക്കുറിച്ചുള്ള സിബിആർ പരിശോധന * സൈറ്റിൽ കലർത്തി (3 മാതൃകകളുടെ ഒരു കൂട്ടം) | IS: 2720 (ഭാഗം XVI)-1965 | 3000 മീ2 |
ഐഎസ്ഐയുമായുള്ള അന്തിമരൂപം. ഫീൽഡിലെ വിശാലമായ ആപ്ലിക്കേഷന് ഈ ടെസ്റ്റ് രീതി അസ ven കര്യമാണ്. അതിനാൽ, മെറ്റീരിയൽ അളവുകളിലും അവയുടെ പ്രോസസ്സിംഗിലും കൃത്യമായ നിയന്ത്രണം ചെലുത്തുന്നത് അഭികാമ്യമാണ്. * വ്യക്തമാക്കിയിട്ടില്ലെങ്കിൽ ഈ പരിശോധന ഡിസൈനിന് മാത്രമുള്ളതാണ്.34 |
|||
വകുപ്പ് 3.7.5.
ക്ലോസ് 3.7.5.3 ൽ പറഞ്ഞിരിക്കുന്ന സമയ മാനദണ്ഡം ഒഴികെ ബാധകമാകും. ഈ കേസിൽ 2 മണിക്കൂർ ആയിരിക്കും.
സാൻഡ്-ബിറ്റുമെൻ സബ്ബേസ്, ബേസ് എന്നിവയായി ഉപയോഗിക്കാം, അതനുസരിച്ച് രൂപകൽപ്പന ചെയ്യുന്നു.
മണൽ പ്ലാസ്റ്റിക് അല്ലാത്തതായിരിക്കും. 75 മൈക്രോൺ അരിപ്പയേക്കാൾ മികച്ച ശതമാനം ഫ്രാക്ഷൻ 5, 10 പരിധിക്കുള്ളിലായിരിക്കണം.
ബൈൻഡർ വ്യക്തമാക്കിയതായിരിക്കും. സാൻഡ്-ബിറ്റുമെൻ മിശ്രിതത്തിലെ ശതമാനം ബൈൻഡറിന്റെ അളവ് ലബോറട്ടറിയിൽ മുൻകൂട്ടി നിശ്ചയിക്കും.
വകുപ്പ് 3.2.3.1. ബാധകമാകും.
സൃഷ്ടി നടത്തുമ്പോൾ ഇനിപ്പറയുന്ന പോയിന്റുകൾ പാലിക്കും:
മെറ്റീരിയലുകളെയും ജോലിയെയും കുറിച്ചുള്ള ഗുണനിലവാര നിയന്ത്രണ പരിശോധനകളും അവയുടെ ഏറ്റവും കുറഞ്ഞ ആവൃത്തിയും പട്ടിക 3.7 ൽ സൂചിപ്പിച്ചിരിക്കുന്നതുപോലെ ആയിരിക്കും.
| എസ്. | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | 75 മൈക്രോൺ അരിപ്പയേക്കാൾ മികച്ചതാണ് മണൽ ഭിന്നസംഖ്യ | IS: 2720 (ഭാഗം IV)—1965 |
ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
| 2. | മണലിന്റെ പ്ലാസ്റ്റിറ്റി സൂചികIS: 73—1961IS: 217—1961 | IS: 2720 (ഭാഗം V)—1970 (ആദ്യ പുനരവലോകനം) |
ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
| 3. | ബൈൻഡറിന്റെ ഗുണനിലവാരം | IS: 73/217 | —Do— |
| 4. | മിശ്രിതത്തിന്റെ ബൈൻഡർ ഉള്ളടക്കം | രീതി, കാണുകഅനുബന്ധം -4 | 50 മീറ്ററിൽ ഒരു പരിശോധന3ഒരു മിനിറ്റിന് വിധേയമാണ്. പ്രതിദിനം 2 ടെസ്റ്റുകൾ |
| 5. | * ഹബാർഡ്-ഫീൽഡ് രീതി ഉപയോഗിച്ച് മണൽ-ബിറ്റുമെൻ മിശ്രിതത്തിന്റെ സ്ഥിരത | ASTM-D-1138 | 50 മീ3 |
| 6. | കോംപാക്റ്റ് മിശ്രിതത്തിന്റെ സാന്ദ്രത |
IS: 2720 (ഭാഗം XXVIII)—1966 |
500 മീ2 |
| 7. | ഗ്രേഡ്, കാംബർ, കനം, ഉപരിതല ഫിനിഷ് എന്നിവയുടെ നിയന്ത്രണം | കാണുക അധ്യായം 7 |
പതിവായി |
| * സ്വീകാര്യത മാനദണ്ഡമായി സ്ഥിരത വ്യക്തമാക്കുമ്പോൾ മാത്രം നടപ്പിലാക്കുക. | |||
സാൻഡ്-ബിറ്റുമെൻ ലെയർ സബ്-ബേസിന്റെ ഉപരിതല ക്രമക്കേട് 7-ാം അധ്യായത്തിൽ നൽകിയിരിക്കുന്നതുപോലെ നിർദ്ദിഷ്ട ടോളറൻസുകൾക്ക് പുറത്താണെങ്കിൽ, അത് ശരിയാക്കും. മിക്സ് ഇപ്പോഴും പ്രവർത്തനക്ഷമമായിരിക്കുമ്പോൾ തന്നെ തിരുത്തൽ നടത്തും. ഉപരിതലം വളരെ ഉയർന്നതാണെങ്കിൽ, ചുവടെയുള്ള മെറ്റീരിയൽ ശല്യപ്പെടുത്താതിരിക്കാൻ ശ്രദ്ധിക്കുമ്പോൾ അതേ രീതിയിൽ ട്രിം ചെയ്യും. ഉപരിതലം വളരെ കുറവായിരിക്കുന്നിടത്ത്, വിഷാദമുള്ള പ്രദേശങ്ങൾ മണൽ-ബിറ്റുമെൻ മിശ്രിതം കൊണ്ട് നിറച്ച് സവിശേഷത അനുസരിച്ച് ഉരുട്ടിക്കളയും.36
ഇനിപ്പറയുന്ന അടിസ്ഥാന കോഴ്സുകൾ ഈ അധ്യായത്തിൽ കൈകാര്യം ചെയ്യുന്നു:
വാട്ടർ ബൗണ്ട് മക്കാഡാം ഒരു ഉപരിതല കോഴ്സായോ അല്ലെങ്കിൽ പ്രത്യക്ഷപ്പെടാതെ ധരിക്കുന്ന കോഴ്സായോ ഉപയോഗിക്കാം. രണ്ടായാലും, നിർമ്മാണം സാധാരണയായി അനുസരിച്ചായിരിക്കുംIRC: 19-1972.
WBM നിർമ്മാണത്തിൽ ഉപയോഗിക്കുന്ന എല്ലാ വസ്തുക്കളും,അതായത്. ക്വാറിയിലോ സൈറ്റിലോ, നിർദ്ദിഷ്ട ആവശ്യകതകൾക്കായി കൃതികളിൽ സംയോജിപ്പിക്കുന്നതിന് മുമ്പായി നാടൻ അഗ്രഗേറ്റുകൾ, സ്ക്രീനിംഗുകൾ, ബൈൻഡിംഗ് മെറ്റീരിയലുകൾ എന്നിവ പരിശോധിക്കും.
ചാപ്റ്റർ 7 അനുസരിച്ച് ലൈൻ, ഗ്രേഡ്, സെക്ഷൻ എന്നിവയ്ക്കായി ഇത് പരിശോധിക്കും. മെറ്റീരിയലുകളുടെ വ്യാപനത്തിന് മുമ്പായി സമാഹരണത്തിന്റെ ലാറ്ററൽ തടവുകളുടെ ക്രമീകരണം പരിശോധിക്കും. ആവശ്യമെങ്കിൽ, ഉപരിതലത്തെ സ്കാർഫ് ചെയ്ത് ആവശ്യമായ ഗ്രേഡിലേക്കും കാംബറിലേക്കും മാറ്റും.
സൃഷ്ടി നടത്തുമ്പോൾ ഇനിപ്പറയുന്ന പോയിന്റുകൾ ശ്രദ്ധാപൂർവ്വം ശ്രദ്ധിക്കേണ്ടതാണ്:
മെറ്റീരിയലുകളെയും ജോലിയെയും കുറിച്ചുള്ള ഗുണനിലവാര നിയന്ത്രണ പരിശോധനകളും അവയുടെ ഏറ്റവും കുറഞ്ഞ ആവൃത്തിയും പട്ടിക 4.1 ൽ സൂചിപ്പിച്ചിരിക്കുന്നു.
| എസ് | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | ലോസ് ഏഞ്ചൽസ് ഉരച്ചിലിന്റെ മൂല്യം / മൊത്തം ഇംപാക്റ്റ് മൂല്യം | IS: 2386 (ഭാഗം IV) —1963 |
200 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 2 | മൊത്തം, സ്ക്രീനിംഗുകളുടെ ഗ്രേഡിംഗ് | IS: 2386 (ഭാഗം I) —1963 |
100 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 3. | അഗ്രഗേറ്റിന്റെ ഫ്ലെക്നെസ് സൂചിക | IS: 2386 (ഭാഗം I)—1983 |
200 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 4. | ബന്ധിപ്പിക്കുന്ന വസ്തുക്കളുടെ പ്ലാസ്റ്റിറ്റി | IS: 2720 (ഭാഗം V)—1970 |
25 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 5. | ഗ്രേഡ്, കാംബർ, കനം, ഉപരിതല ഫിനിഷ് എന്നിവയുടെ നിയന്ത്രണം |
കാണുക അധ്യായം 7 | പതിവായി |
7-ാം അധ്യായത്തിൽ സൂചിപ്പിച്ചിരിക്കുന്ന സഹിഷ്ണുതയ്ക്ക് പുറത്തുള്ള ജല-ബന്ധിത മക്കാഡം അടിത്തറയുടെ ഉപരിതല ക്രമക്കേടുകൾ, 10 മീറ്ററിൽ കുറയാത്ത, വിസ്തൃതമായ പ്രദേശം പൂർണ്ണ ആഴത്തിൽ നീക്കംചെയ്ത് ശരിയാക്കും.2, പുതിയ മെറ്റീരിയലുകൾ ഉപയോഗിച്ച് റിലേ ചെയ്യുക. ഒരു സാഹചര്യത്തിലും വിഷാദം സ്ക്രീനിംഗുകളോ ബൈൻഡിംഗ് മെറ്റീരിയലുകളോ ഉപയോഗിച്ച് നിറയ്ക്കില്ല.
ബിറ്റുമിനസ് നുഴഞ്ഞുകയറ്റ മക്കാഡാം അടിത്തറയുടെ നിർമ്മാണം പൊതുവേ അനുസരിച്ച് നടത്തപ്പെടുംIRC: 20-1966. മെറ്റീരിയലുകളുടെയും ജോലിയുടെയും ഗുണനിലവാരം ഇവിടെ സൂചിപ്പിച്ചിരിക്കുന്നതുപോലെ ഉപയോഗിക്കും.41
നിശ്ചയിച്ചിട്ടുള്ള ആവശ്യകതകളുമായി പൊരുത്തപ്പെടുന്നതിന് അഗ്രഗേറ്റുകൾ പരിശോധിക്കണംIRC: 20-1966.
ബിറ്റുമിനസ് ബൈൻഡറിന്റെ തരവും ഗ്രേഡും വ്യക്തമാക്കിയതായിരിക്കും. നിർമ്മാണത്തിന് മുമ്പും ശേഷവും ബൈൻഡറിന്റെ ഗുണനിലവാരം പരിശോധിക്കേണ്ടതുണ്ട്.
വകുപ്പ് 4.2.3.1. ബാധകമാകും.
നിർമ്മാണ സമയത്ത് ഇനിപ്പറയുന്ന പോയിന്റുകൾക്ക് ശരിയായ ശ്രദ്ധ നൽകും:
മെറ്റീരിയലുകളെയും ജോലിയെയും കുറിച്ചുള്ള ഗുണനിലവാര നിയന്ത്രണ പരിശോധനകളും അവയുടെ ഏറ്റവും കുറഞ്ഞ ആവൃത്തിയും പട്ടിക 4.2 ൽ സൂചിപ്പിച്ചിരിക്കുന്നതുപോലെ ആയിരിക്കും.42
| എസ്. | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | ലോസ് ഏഞ്ചൽസ് ഉരച്ചിലിന്റെ മൂല്യം / മൊത്തം ഇംപാക്റ്റ് മൂല്യം | IS: 2386 (ഭാഗം IV) —1963 |
200 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 2. | മൊത്തം ഗ്രേഡേഷൻ | IS: 2386 (ഭാഗം I) —1963 |
100 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 3. | ദുർബല സൂചിക | IS: 2386 (ഭാഗം I) —1963 |
200 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 4. | സ്ട്രിപ്പിംഗ് മൂല്യം | IS: 6241-1971 | 200 മീറ്ററിന് ഒരു ടെസ്റ്റ്3 |
| 5. | ബൈൻഡറിന്റെ ഗുണനിലവാരം | IS:73/215/217/454 | ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
| 6. | ബൈൻഡറിന്റെ വ്യാപനത്തിന്റെ നിരക്ക് | രീതി കാണുക അനുബന്ധം 4 | പതിവായി |
| 7. | കീ അഗ്രഗേറ്റുകളുടെ വ്യാപനത്തിന്റെ നിരക്ക് | -do— | പതിവായി |
| 8. | ആപ്ലിക്കേഷനിൽ ബൈൻഡറിന്റെ താപനില | - | പതിവായി |
| 9. | ഗ്രേഡ്, കാംബർ, കനം, ഉപരിതല ഫിനിഷ് എന്നിവയുടെ നിയന്ത്രണം | അധ്യായം 7 കാണുക | പതിവായി |
ക്ലോസ് കാണുക 4.2.5.
ബിൽറ്റ്-അപ്പ് സ്പ്രേ ഗ്ര out ട്ടിന്റെ നിർമ്മാണം സാധാരണയായി അനുസരിച്ച് നടത്തപ്പെടുംIRC: 47-1972. ക്ലോസ് 4.3 ൽ പറഞ്ഞിരിക്കുന്ന അതേ വരികളിലാണ് മെറ്റീരിയലുകളുടെയും ജോലിയുടെയും ഗുണനിലവാരം നിയന്ത്രിക്കുക. ബിറ്റുമിനസ് നുഴഞ്ഞുകയറ്റത്തിന് മക്കാഡം.
ബിറ്റുമിനസ് മക്കാഡം പ്രീമിക്സ് ബേസ് നിർമ്മാണം സാധാരണയായി അനുസരിച്ച് നടത്തപ്പെടുംIRC: 27-1967. മെറ്റീരിയലുകളുടെയും ജോലിയുടെയും ആവശ്യമായ ഗുണനിലവാരം ഉറപ്പുവരുത്തുന്നതിനായി, ശ്രദ്ധിക്കേണ്ട പ്രധാന പോയിന്റുകളും നടപ്പിലാക്കേണ്ട നിയന്ത്രണ പരിശോധനകളും ചുവടെ നൽകിയിരിക്കുന്നു.43
വ്യക്തമാക്കിയ ആവശ്യകതകൾക്കായി അഗ്രഗേറ്റുകൾ പരിശോധിക്കുംIRC: 27-1967.
വകുപ്പ് 4.3.2.2. ബാധകമാകും.
വകുപ്പ് 4.2.3.1. ബാധകമാകും. കൂടാതെ, ഉപരിതലം നന്നായി വൃത്തിയാക്കും, ആദ്യം വയർ ബ്രഷുകൾ ഉപയോഗിച്ചും ഒടുവിൽ ചാക്കുകൾ ഉപയോഗിച്ച് പൊടിച്ചും.
നിർമ്മാണ വേളയിൽ ഇനിപ്പറയുന്ന പോയിന്റുകളിൽ ശരിയായ ശ്രദ്ധ ചെലുത്തും:
മെറ്റീരിയലുകൾ, ജോലി, അവയുടെ ആവൃത്തി എന്നിവയെക്കുറിച്ചുള്ള ഗുണനിലവാര നിയന്ത്രണ പരിശോധന പട്ടിക 4.3 ൽ സൂചിപ്പിച്ചിരിക്കുന്നതുപോലെ ആയിരിക്കും.
| s. ഇല്ല. | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | ബൈൻഡറിന്റെ ഗുണനിലവാരം | IS: 73-1961 (പുനരവലോകനം) |
ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
| 2. | ലോസ് ഏഞ്ചൽസ് ഉരച്ചിലിന്റെ മൂല്യം / മൊത്തം ഇംപാക്റ്റ് മൂല്യം | IS: 2386 (ഭാഗം IV) -1964 |
50-100 മീ3 മൊത്തം |
| 3. | അഗ്രഗേറ്റിന്റെ ഫ്ലെക്നെസ് സൂചിക | IS: 2386 (ഭാഗം I) —1963 |
—Do— |
| 4. | മൊത്തം മൂല്യം നീക്കംചെയ്യുന്നു | —Do— | |
| 5. | ഗ്രേഡിംഗ് മിക്സ് ചെയ്യുക | IS: 2386 (ഭാഗം I) —1963 |
രണ്ട് ഘടകങ്ങളിലും പ്രതിദിനം രണ്ട് ടെസ്റ്റുകളും ഡ്രയറിൽ നിന്നുള്ള മിശ്രിതവും |
| 6. | മുട്ടയിടുന്ന സമയത്ത് ബൈൻഡറിന്റെയും അഗ്രഗേറ്റിന്റെയും മിശ്രിതത്തിന്റെയും താപനില നിയന്ത്രണം | - | പതിവായി |
| 7. | ബൈൻഡർ ഉള്ളടക്കത്തിന്റെ നിയന്ത്രണവും മിശ്രിതത്തിലെ മൊത്തത്തിലുള്ള ഗ്രേഡേഷനും | രീതി വീഡിയോ അപ്ലിക്കേഷൻ. 4 | ആനുകാലികം, ഒരു പ്ലാന്റിന് പ്രതിദിനം കുറഞ്ഞത് രണ്ട് പരിശോധനകൾക്ക് വിധേയമാണ് |
| 8. | ഗ്രേഡ്, കാംബർ, കനം, ഉപരിതല ഫിനിഷ് എന്നിവയുടെ നിയന്ത്രണം | അധ്യായം 7 കാണുക | പതിവായി45 |
ബിറ്റുമിനസ് പ്രീമിക്സ് മകാഡം ബേസ് കോഴ്സിന്റെ ഉപരിതല ക്രമക്കേടുകൾ 7-ാം അധ്യായത്തിൽ നൽകിയിരിക്കുന്ന സഹിഷ്ണുതയ്ക്ക് പുറത്താണെങ്കിൽ, വകുപ്പ് 4.2.5-ൽ നൽകിയിരിക്കുന്ന നടപടിക്രമമനുസരിച്ച് ഇവ ശരിയാക്കും.
സിമൻറ് പരിഷ്കരിച്ച മണ്ണിൽ നിന്ന് വ്യത്യസ്തമായി, ഈ നിർമ്മാണം അടിസ്ഥാന കോഴ്സ് ഗുണനിലവാരമുള്ളതായി കണക്കാക്കപ്പെടുന്നു.
വകുപ്പ് 3.8.2. നിർദ്ദിഷ്ട കംപ്രസ്സീവ് ശക്തി കൈവരിക്കുന്നതിന് മെറ്റീരിയലുകൾ ആനുപാതികമായിരിക്കണം എന്നതൊഴിച്ചാൽ ബാധകമാകും.
വകുപ്പ് 3.2.3.1. ബാധകമാകും.
വകുപ്പ് 3.8.3.2. ബാധകമാകും.
മെറ്റീരിയലുകളെയും ജോലിയെയും കുറിച്ചുള്ള ഗുണനിലവാര നിയന്ത്രണ പരിശോധനകളും അവയുടെ ഏറ്റവും കുറഞ്ഞ ആവൃത്തിയും പട്ടിക 4.4 ൽ സൂചിപ്പിച്ചിരിക്കുന്നു. ഏതെങ്കിലും ടെസ്റ്റിനായി, ടെസ്റ്റിംഗ് നടപടിക്രമം സൂചിപ്പിച്ചിട്ടില്ലെങ്കിൽ, നിലവിലുള്ള എഞ്ചിനീയറിംഗ് പ്രാക്ടീസ് അനുസരിച്ച് ഇത് നടപ്പിലാക്കും.
ക്യൂബ് ദൃ strength ത പരിശോധനകൾ നടത്തി സൈറ്റിൽ കലർത്തിയ വസ്തുക്കളുടെ ശക്തി നിയന്ത്രിക്കും. ഒരു കൂട്ടം പത്ത് പരിശോധനാ ഫലങ്ങളിൽ, ശരാശരി ശക്തി നിർദ്ദിഷ്ട ശക്തിയേക്കാൾ തുല്യമോ അതിൽ കൂടുതലോ ആയിരിക്കുമെന്നും ഒന്നിൽ കൂടുതൽ പരിശോധനകൾ നിർദ്ദിഷ്ട മൂല്യത്തേക്കാൾ 10 ശതമാനത്തിൽ കൂടുതൽ മൂല്യം നൽകില്ലെന്നും ഉറപ്പാക്കണം.
വകുപ്പ് 3.8.5. ബാധകമാകും.46
| എസ്. | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | മണ്ണിന്റെ ഇല്ലാതാക്കുന്ന ഘടകങ്ങൾ | IS: 2720-1968 (ഭാഗം XXVII) |
ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
| 2. | സിമന്റിന്റെ ഗുണനിലവാരം | IS:269/455/1489 | —Do— |
| 3. | സിമൻറ് ഉള്ളടക്കം | @ | 250 മീറ്ററിൽ ഒരു പരിശോധന2 |
| 4. | പൾവറൈസേഷന്റെ ബിരുദം | - | —Do |
| 5. | കോംപാക്ഷന് മുമ്പുള്ള ഈർപ്പം | IS: 2720 (ഭാഗം II)-1973 |
—Do— |
| 6. | വരണ്ട സാന്ദ്രത |
IS: 2720 (ഭാഗം XXVIII)-1968 | 500 മീറ്ററിൽ ഒരു പരിശോധന2 |
| 7. | ഗ്രേഡ്, കാംബർ, കനം, ഉപരിതല ഫിനിഷ് എന്നിവയുടെ നിയന്ത്രണം | അധ്യായം 7 കാണുക | പതിവായി |
| 8. | സൈറ്റിൽ കലർത്തിയ വസ്തുക്കളുടെ ക്യൂബ് ദൃ strength ത (2 മാതൃകകളുടെ ഒരു കൂട്ടം) | IS: 516-1959 | 50 മീ3m x ന്റെ |
| IS IS! ഫീൽഡിലെ വിശാലമായ ആപ്ലിക്കേഷന് ഈ രീതി അസ ven കര്യമാണ്. അതിനാൽ, മെറ്റീരിയൽ അളവുകളിലും അവയുടെ പ്രോസസ്സിംഗിലും കൃത്യമായ നിയന്ത്രണം ചെലുത്തുന്നത് അഭികാമ്യമാണ്. | |||
വഴക്കമുള്ളതും കർക്കശമായതുമായ നടപ്പാതകൾക്ക് അടിസ്ഥാനമായി ഈ തരം നിർമ്മാണം അനുയോജ്യമാണ്.
എല്ലാ വസ്തുക്കളും,അതായത്. സിമൻറ്, മണൽ, നാടൻ അഗ്രഗേറ്റുകൾ, നിർമ്മാണത്തിൽ ഉപയോഗിക്കുന്ന വെള്ളം എന്നിവ പ്രസക്തമായ സവിശേഷത ആവശ്യകതകൾ നിറവേറ്റും. മെലിഞ്ഞ കോൺക്രീറ്റിനുള്ള മിശ്രിത അനുപാതം ലബോറട്ടറിയിൽ മുൻകൂട്ടി നിശ്ചയിക്കും, അങ്ങനെ നിർദ്ദിഷ്ട കംപ്രസ്സീവ് ശക്തി 28 ദിവസത്തിൽ ലഭിക്കും.
സബ് ഗ്രേഡ് / സബ് ബേസ് / ബേസ് തയ്യാറാക്കൽ: വകുപ്പ് 3.2.3.1. ബാധകമാകും. കൂടാതെ, മെലിഞ്ഞ കോൺക്രീറ്റ് എവിടെയായിരിക്കണം47
കോൺക്രീറ്റ് മോർട്ടറിൽ നിന്ന് വെള്ളം ആഗിരണം ചെയ്യുന്നത് തടയുന്നതിനായി ആഗിരണം ചെയ്യപ്പെടുന്ന ഒരു സബ്ഗ്രേഡ് / സബ്-ബേസ് / ബേസിനു മുകളിൽ സ്ഥാപിച്ചിരിക്കുന്നത്.
പ്രവൃത്തി നടത്തുമ്പോൾ ഇനിപ്പറയുന്ന പോയിന്റുകളിൽ ശ്രദ്ധ ചെലുത്തണം:
മെറ്റീരിയലുകളെയും ജോലിയെയും കുറിച്ചുള്ള ഗുണനിലവാര നിയന്ത്രണ പരിശോധനയും അവയുടെ ഏറ്റവും കുറഞ്ഞ ആവൃത്തിയും പട്ടിക 4.5 ൽ സൂചിപ്പിച്ചിരിക്കുന്നു.
| s. ഇല്ല. | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | സിമന്റിന്റെ ഗുണനിലവാരം | IS: 269—1967 / 455—1967 / 1489—1967 | ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
| 2. | ലോസ് ഏഞ്ചൽസ് ഉരച്ചിലിന്റെ മൂല്യം / മൊത്തം ഇംപാക്റ്റ് മൂല്യം | IS: 2386 (ഭാഗം 1 വി) -1963 | 200 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 3. | മൊത്തം ഗ്രേഡേഷൻ | IS: 2386 (ഭാഗം 1) —1963 | 100 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 4. | മൊത്തം ഈർപ്പം | IS: 2386 (ഭാഗം III) -1963 | ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
| 5. | മിശ്രിതത്തിന്റെ നനഞ്ഞ വിശകലനം | IS: 1199—1959 | ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
| 6. | ഗ്രേഡ്, കാംബർ, കനം, ഉപരിതല ഫിനിഷ് എന്നിവയുടെ നിയന്ത്രണം | അധ്യായം 7 കാണുക | പതിവായി |
| 7. | സമചതുരത്തിന്റെ കരുത്ത് (7 നും 28 നും ഇടയിൽ പ്രായമുള്ള 2 മാതൃകകൾ) | IS: 516-1959 | 50 മീ3 മിക്സ് |
പൂർത്തിയായ ഉപരിതലം ലൈൻ, ലെവൽ, ഗ്രേഡ്, ഉപരിതല ഫിനിഷ് എന്നിവയ്ക്കായി അധ്യായം 7-ൽ പരിശോധിക്കും. മിശ്രിതം ഇപ്പോഴും പ്ലാസ്റ്റിക്ക് ആയിരിക്കുമ്പോൾ പരിശോധനയും തിരുത്തലും നടത്തണം. കട്ടിയുള്ള പാളിയിൽ അവശേഷിക്കുന്ന ഉപരിതല ക്രമക്കേടുകൾ ആവശ്യത്തിന് വലിയ പാച്ചുകൾ മുറിച്ച് സ്പെസിഫിക്കേഷന് റിലേ ചെയ്യുന്നതിലൂടെ നീക്കംചെയ്യേണ്ടതുണ്ട്.
വഴക്കമുള്ളതും കർക്കശമായതുമായ നടപ്പാതകൾക്ക് അടിസ്ഥാനമായി ഈ തരം നിർമ്മാണം അനുയോജ്യമാണ്.
എല്ലാ വസ്തുക്കളും,അതായത്. നാരങ്ങ-പസ്സോളാന മിശ്രിതം, മണൽ, നാടൻ അഗ്രഗേറ്റ്, നിർമ്മാണത്തിൽ ഉപയോഗിക്കുന്ന വെള്ളം എന്നിവ പ്രസക്തമായ സവിശേഷത ആവശ്യകതകൾ നിറവേറ്റും. മിക്സ് പ്രൊപോർ-49
നിർദ്ദിഷ്ട കംപ്രസ്സീവ് ശക്തി 28 ദിവസത്തേക്ക് ലഭിക്കുന്നതിന് കോൺക്രീറ്റിനുള്ള ടയോൺ ലബോറട്ടറിയിൽ മുൻകൂട്ടി നിശ്ചയിക്കും.
വകുപ്പ് 3.2.1. ബാധകമാകും.
മെലിഞ്ഞ കോൺക്രീറ്റ് വൈഡ് ക്ലോസ് 4.7.3.2, മിശ്രിതം, ഗതാഗതം, സ്ഥാപിക്കൽ, കോംപാക്റ്റിംഗ്, ക്യൂറിംഗ്, സ്ട്രെംഗ് കൺട്രോൾ എന്നിവയ്ക്ക് സമാനമായിരിക്കും.
മെറ്റീരിയലുകളെയും ജോലിയെയും കുറിച്ചുള്ള ഗുണനിലവാര നിയന്ത്രണ പരിശോധനകളും അവയുടെ ഏറ്റവും കുറഞ്ഞ ആവൃത്തിയും പട്ടിക 4.6 ൽ സൂചിപ്പിച്ചിരിക്കുന്നു.
| എസ്. | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | നാരങ്ങ-പസ്സോളാന മിശ്രിതത്തിന്റെ ഗുണനിലവാരം | IS: 4098-1967 | ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
| 2. | ലോസ് ഏഞ്ചൽസ് ഉരച്ചിലിന്റെ മൂല്യം / മൊത്തം ഇംപാക്റ്റ് മൂല്യം | IS: 2386 (ഭാഗം IV) -1963 | 200 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 3. | മൊത്തം ഗ്രേഡേഷൻ | IS: 2386 (ഭാഗം I) - 1963 | 100 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 4. | മൊത്തം ഈർപ്പം | IS: 2386 (ഭാഗം III) - 1963 | ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
| 5. | ഗ്രേഡ്, കാംബർ, കനം, ഉപരിതല ഫിനിഷ് എന്നിവയുടെ നിയന്ത്രണം | അധ്യായം 7 കാണുക | പതിവായി |
| 6. | സമചതുരത്തിന്റെ കരുത്ത് (7 നും 28 നും ഇടയിൽ പ്രായമുള്ള 2 മാതൃകകൾ) | IS: 516—1959 | 50 മീ3 |
വകുപ്പ് 4.7.5.1. ബാധകമാകും.
വകുപ്പ് 3.9. ബാധകമാകും.50
ഇനിപ്പറയുന്ന ബിറ്റുമിനസ് ഉപരിതല കോഴ്സുകൾ ഈ അധ്യായത്തിൽ കൈകാര്യം ചെയ്യുന്നു:
സിംഗിൾ അല്ലെങ്കിൽ രണ്ട് കോട്ടുകളിൽ ബിറ്റുമിനസ് ഉപരിതല ഡ്രസ്സിംഗ് നിർമ്മിക്കുന്നത് സാധാരണയായി നൽകിയിരിക്കുന്ന സവിശേഷതകൾ പാലിക്കുംIRC: 17-1965 ഒപ്പംIRC: 23-1966 യഥാക്രമം.
നിർദ്ദിഷ്ടമാക്കിയ ആവശ്യകതകൾക്കായി മെറ്റീരിയലുകൾ, അതായത്, അഗ്രഗേറ്റുകൾ, ബൈൻഡർ എന്നിവ പരിശോധിക്കണംIRC: 17-1965 ഒപ്പംIRC: 23-1966 ബാധകമായത് പോലെ.
ഉപരിതല ഡ്രസ്സിംഗ് സ്ഥാപിക്കേണ്ട അടിത്തറയിലെ എല്ലാ ഡിപ്രഷനുകളും കുഴികളും ശരിയായി നിർമ്മിക്കുകയും ആവശ്യമായ ലൈനുകൾ, ഗ്രേഡ്, സെക്ഷൻ എന്നിവയുമായി ഒതുക്കുകയും ചെയ്യും. നിലവിലുള്ള ഉപരിതലത്തിലെ ഏതെങ്കിലും കൊഴുപ്പ് പാച്ച് ശരിയാക്കും. ബൈൻഡർ പ്രയോഗിക്കുന്നതിന് മുമ്പ് ഉപരിതലത്തിൽ നിന്ന് ഏതെങ്കിലും കേക്ക് ചെയ്ത ഭൂമി, മറ്റ് വസ്തുക്കൾ എന്നിവ നന്നായി വൃത്തിയാക്കും. അടിസ്ഥാനം പഴയ ബിറ്റുമിനസ് പ്രത്യക്ഷപ്പെടുന്നിടത്ത്, തിരുത്തലിന്റെ വ്യാപ്തിയും രീതിയും സൂചിപ്പിക്കും. വ്യക്തമാക്കിയയിടത്ത്, ഉപരിതല വസ്ത്രധാരണം ചെയ്യുന്നതിന് മുമ്പ് ബിറ്റുമിനസ് പ്രൈം കോട്ട് പ്രയോഗിച്ച് സുഖപ്പെടുത്തും. ചികിത്സിക്കേണ്ട ഉപരിതലത്തിന്റെ അരികുകൾ ശരിയായി നിർവചിക്കപ്പെടും. തയ്യാറാക്കിയ അടിത്തറ 7-ാം അധ്യായം അനുസരിച്ച് രേഖ, ഗ്രേഡ്, വിഭാഗം എന്നിവയ്ക്കായി പരിശോധിക്കും കൂടാതെ അനുവദനീയമായ ടോളറൻസുകൾക്ക് അപ്പുറത്തുള്ള എല്ലാ ക്രമക്കേടുകളും ശരിയാക്കും.
സൃഷ്ടി നടത്തുമ്പോൾ, ഇനിപ്പറയുന്ന കാര്യങ്ങൾ മനസ്സിൽ സൂക്ഷിക്കും:
മെറ്റീരിയലുകൾ, ജോലി എന്നിവയിലെ ഗുണനിലവാര നിയന്ത്രണ പരിശോധനകളും അവയുടെ അഭികാമ്യമായ ആവൃത്തിയും പട്ടിക 5.1 ൽ സൂചിപ്പിച്ചിരിക്കുന്നതുപോലെ ആയിരിക്കും.54
| എസ്. | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | ബൈൻഡറിന്റെ ഗുണനിലവാരം | IS: 73-1961 215-1961, 217-1961 അല്ലെങ്കിൽ 454 ബാധകമാണ് | ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
| 2. | ലോസ് ഏഞ്ചൽസ് ഉരച്ചിലിന്റെ മൂല്യം / മൊത്തം ഇംപാക്റ്റ് മൂല്യം | IS: 2386 (ഭാഗം IV) -1963 | 50 മീറ്ററിൽ ഒരു പരിശോധന2 |
| 3. | മൊത്തം മൂല്യം നീക്കംചെയ്യുന്നു | IS: 6241—1971 | —Do— |
| 4. | അഗ്രഗേറ്റിന്റെ ഫ്ലെക്നെസ് സൂചിക | IS: 2386 (ഭാഗം I) —1963 | —Do— |
| 5. | ജലത്തിന്റെ ആഗിരണം | IS: 2386 (ഭാഗം III) —1963 | —Do— |
| 6. | മൊത്തം ഗ്രേഡിംഗ് | IS: 2386 (ഭാഗം I) —1963 | 25 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 7. | ആപ്ലിക്കേഷനിൽ ബൈൻഡറിന്റെ താപനില | - | പതിവായി |
| 8. | ബൈൻഡറിന്റെ വ്യാപനത്തിന്റെ നിരക്ക് | ട്രേ ടെസ്റ്റ് വീഡിയോ അനുബന്ധം 4 | 500 മീറ്ററിൽ ഒരു പരിശോധന2 |
| 9. | മൊത്തം വ്യാപനത്തിന്റെ നിരക്ക് | ട്രേ ടെസ്റ്റ് വീഡിയോ അനുബന്ധം 4 | 500 മീറ്ററിൽ ഒരു പരിശോധന2 |
ഉപരിതല ഡ്രസ്സിംഗിന് സ്വയം അടിത്തറയിലോ പ്രയോഗിച്ച ഉപരിതലത്തിലോ ഉള്ള ഏതെങ്കിലും നിർദേശങ്ങൾ നീക്കംചെയ്യാൻ കഴിയില്ല. അതിനാൽ, ഉപരിതല ഡ്രസ്സിംഗ് ജോലികൾ ആരംഭിക്കുന്നതിനുമുമ്പ്, ഏഴാം അധ്യായത്തിൽ പറഞ്ഞിരിക്കുന്ന ആവശ്യകതകൾ നിറവേറ്റുന്നതിനുള്ള എല്ലാ പ്രവർത്തനങ്ങളും സ്വീകരിക്കുന്ന ഉപരിതലത്തിൽ നടത്തേണ്ടത് അത്യാവശ്യമാണ്.
പ്രീ-കോട്ടിഡ് അഗ്രഗേറ്റുകൾ ഉപയോഗിച്ച് ബിറ്റുമിനസ് ഉപരിതല ഡ്രസ്സിംഗ് നിർമ്മാണം സാധാരണയായി അനുസരിച്ച് നടത്തപ്പെടുംIRC: 48-1972. കവർ അഗ്രഗേറ്റുകൾ ലഘുവായി പ്രീ-കോട്ടിഡ് ബൈൻഡറാണെന്നതൊഴിച്ചാൽ പരമ്പരാഗത ഉപരിതല ഡ്രസ്സിംഗിന് സമാനമാണ് നിർമ്മാണം. അതുപോലെ മെറ്റീരിയലുകളുടെ ഗുണനിലവാരം55
വകുപ്പ് 5.2 ൽ പറഞ്ഞിരിക്കുന്ന അതേ വരികളിലാണ് ജോലി നിയന്ത്രിക്കുക. ഇനിപ്പറയുന്ന വശങ്ങളെക്കുറിച്ച് കൂടുതൽ പരിശോധനകൾക്കൊപ്പം:
വ്യക്തമാക്കിയ ഓപ്പൺ ഗ്രേഡുള്ള അല്ലെങ്കിൽ അടുത്ത ഗ്രേഡുള്ള മിശ്രിതങ്ങളിൽ നിന്ന് നേർത്ത ബിറ്റുമിനസ് പ്രീമിക്സ് പരവതാനി രൂപപ്പെടാം. മിക്സ് ഓപ്പൺ ഗ്രേഡുള്ളിടത്ത്, പരവതാനിക്ക് സാധാരണയായി ഒരു സീൽ കോട്ട് നൽകുന്നു. ഓപ്പൺ-ഗ്രേഡുള്ള പ്രീമിക്സ് ഉപരിതലത്തിനായുള്ള നിർമ്മാണം അനുസരിച്ചായിരിക്കുംIRC: 14-1970.
മെറ്റീരിയലുകൾ, അതായത്, അഗ്രഗേറ്റുകളും ബൈൻഡറും സ്പെസിഫിക്കേഷൻ ആവശ്യകതകൾക്കായി പരിശോധിക്കണം (ഐആർസി: 141970 അല്ലെങ്കിൽ മറ്റ് പ്രസക്തമായ സവിശേഷത).
വകുപ്പ് 5.2.3.1. ബാധകമാകും.
ഇത്തരത്തിലുള്ള ഉപരിതല നിർമ്മാണ സമയത്ത് ഇനിപ്പറയുന്ന പോയിന്റുകൾ ശരിയായി പാലിക്കും:
മെറ്റീരിയലുകളിലെ ഗുണനിലവാര നിയന്ത്രണ പരിശോധനകളും അവയുടെ അഭികാമ്യമായ ആവൃത്തിയിലുള്ള പ്രവർത്തനവും പട്ടിക 5.2 ൽ സൂചിപ്പിച്ചിരിക്കുന്നു.
പ്രീമിക്സ് പരവതാനികൾക്ക് നിലവിലുള്ള ഉപരിതലത്തിന്റെ തുല്യത പരിമിത രീതിയിൽ മാത്രമേ മെച്ചപ്പെടുത്താൻ കഴിയൂ. അതിനാൽ, ഉപരിതലത്തിൽ വലിയ ക്രമക്കേടുകൾ ഉണ്ടെങ്കിൽ പരവതാനി ഇടുന്നതിന് മുമ്പ് ഇവ ശരിയാക്കണം. പൂർത്തിയായ പരവതാനിയുടെ ഉപരിതല ക്രമക്കേടുകൾ 7-ാം അധ്യായത്തിൽ നൽകിയിരിക്കുന്ന സഹിഷ്ണുതയ്ക്ക് പുറത്താണെങ്കിൽ, ഇവിടെ വിവരിച്ച രീതിയിൽ ഇവ ശരിയാക്കണം. ഉപരിതലം വളരെ ഉയർന്നതാണെങ്കിൽ, അത് വെട്ടിമാറ്റി പകരം പുതിയ മെറ്റീരിയലുകൾ സ്ഥാപിക്കുകയും സവിശേഷതകളുമായി ഒതുക്കുകയും ചെയ്യും. ഉപരിതലം വളരെ കുറവാണെങ്കിൽ, വിഷാദം നിറഞ്ഞ ഭാഗം പുതിയ മെറ്റീരിയലുകൾ കൊണ്ട് പൂരിപ്പിച്ച് സവിശേഷതകളുമായി ഒതുക്കും. ചില സമയങ്ങളിൽ, പാച്ചിനായി വിശാലമായ പ്രദേശം ഉണ്ടായിരിക്കുന്നത് പ്രയോജനകരമാണ് / അത്യാവശ്യമാണ്.
ഐആർസി 29-1968 ന്റെ ആവശ്യകതകൾക്ക് അനുസൃതമായി അസ്ഫാൽറ്റിക് കോൺക്രീറ്റ് സർഫേസിംഗ് പൊതുവേ നിർമ്മിക്കും.57
| എസ്. | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | ബൈൻഡറിന്റെ ഗുണനിലവാരം |
IS: 73—1961, 215-1961, 217 - 1961 അല്ലെങ്കിൽ 454—1961 ബാധകമാണ് | ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
| 2. | ലോസ് ഏഞ്ചൽസ് ഉരച്ചിലിന്റെ മൂല്യം / മൊത്തം ഇംപാക്റ്റ് മൂല്യം | IS: 2386 (ഭാഗം IV) —1963 |
50 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 3. | മൊത്തം മൂല്യം നീക്കംചെയ്യുന്നു | IS: 6241—1971 | -ഡോ- |
| 4. | അഗ്രഗേറ്റിന്റെ ഫ്ലെക്നെസ് സൂചിക | IS: 2386 (ഭാഗം I) 1963 | -ഡോ- |
| 5. | ജലത്തിന്റെ ആഗിരണം | IS: 2386 (ഭാഗം III) —1963 | -ഡോ- |
| 6. | അഗ്രഗേറ്റുകളുടെ ഗ്രേഡിംഗ് | IS: 2386 (ഭാഗം I) -1963 | 25 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 7. | ആപ്ലിക്കേഷനിൽ ബൈൻഡറിന്റെ താപനില | - | പതിവായി |
| 8. | ബൈൻഡർ ഉള്ളടക്കം | രീതി vide അനുബന്ധം -4 |
പ്രതിദിനം രണ്ട് ടെസ്റ്റുകൾ |
| 9. | പ്രീമിക്സ് വ്യാപിക്കുന്നതിന്റെ നിരക്ക് | - | മെറ്റീരിയലുകളിലെയും ലെയർ കട്ടിയിലെയും പരിശോധനകളിലൂടെ പതിവ് നിയന്ത്രണം |
എല്ലാ മെറ്റീരിയലുകളും, അതായത്, ബിറ്റുമിനസ് ബൈൻഡർ, ഫില്ലർ, പിഴ, നാടൻ അഗ്രഗേറ്റുകൾ എന്നിവ വ്യക്തമാക്കിയ ആവശ്യകതകൾ നിറവേറ്റുംIRC: 29-1968.
വകുപ്പിന്റെ വ്യവസ്ഥകൾ 5.2.3.1. ബാധകമാകും. ആവശ്യമെങ്കിൽ, ഒരു ബിറ്റുമിനസ് ലെവലിംഗ് കോഴ്സ് സ്ഥാപിക്കുംടുനിർദേശങ്ങൾ ഉണ്ടാക്കുക.
ഇത്തരത്തിലുള്ള നിർമ്മാണം നടത്തുമ്പോൾ, ഇനിപ്പറയുന്ന കാര്യങ്ങൾ ശരിയായി പാലിക്കും:
ഉപരിതലത്തിൽ അനുയോജ്യമായ ന്യൂമാറ്റിക്, ടാൻഡം റോളറുകൾ ഉപയോഗിച്ച് പൂർത്തിയാക്കി. മിശ്രിതം പൂർണ്ണമായും ചുരുങ്ങുകയും ഉപരിതലത്തിൽ കുറച്ച് അല്ലെങ്കിൽ റോളർ അടയാളങ്ങൾ അവശേഷിക്കുകയും ചെയ്യുന്നതുവരെ അവസാന റോളിംഗ് തുടരും. സാന്ദ്രത ലബോറട്ടറി സാന്ദ്രതയുടെ 95 ശതമാനത്തിൽ കുറവായിരിക്കരുത്. റോളിംഗ് സമയത്ത്, മിശ്രിതം ചക്രങ്ങളിൽ പറ്റിനിൽക്കുന്നതും എടുക്കുന്നതും തടയാൻ റോളർ ചക്രങ്ങൾ നനവുള്ളതായിരിക്കും, എന്നാൽ ഒരു കാരണവശാലും ഇന്ധന / ലൂബ്രിക്കറ്റിംഗ് ഓയിൽ ഉപയോഗം അനുവദിക്കില്ല.
മെറ്റീരിയലുകൾ, ജോലി, അവയുടെ ആവൃത്തി എന്നിവയെക്കുറിച്ചുള്ള ഗുണനിലവാര നിയന്ത്രണ പരിശോധന പട്ടിക 5.3 ൽ സൂചിപ്പിച്ചിരിക്കുന്നതുപോലെ ആയിരിക്കും.
| എസ്. | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | ബൈൻഡറിന്റെ ഗുണനിലവാരം | IS: 73-1961 | ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ |
| 2. | ലോസ്-ഏഞ്ചൽസ് ഉരച്ചിലിന്റെ മൂല്യം / മൊത്തം ഇംപാക്റ്റ് മൂല്യം | IS: 2386 (ഭാഗം IV) —1963 |
50-100 മീറ്ററിൽ ഒരു പരിശോധന3 മൊത്തം |
| 3. | അഗ്രഗേറ്റുകളുടെ മൂല്യം നീക്കംചെയ്യുന്നു | IS: 6241-1971 | -ഡോ- |
| 4. | അഗ്രഗേറ്റുകളുടെ ജല ആഗിരണം | IS: 2386 (ഭാഗം III) - 1963 | -ഡോ- |
| 5. | അഗ്രഗേറ്റുകളുടെ ഫ്ലാക്കിനെസ് സൂചിക | IS: 2386 (ഭാഗം I) - 1963 | ഓരോ വലുപ്പത്തിനും, 50-100 മീറ്ററിൽ ഒരു പരിശോധന3 മൊത്തം |
| 6. | ഫില്ലറിനായുള്ള അരിപ്പ വിശകലനം | -ഡോ- | ഓരോ ചരക്കിനും ഒരു ടെസ്റ്റ് 5 മീറ്ററിന് കുറഞ്ഞത് ഒരു പരിശോധനയ്ക്ക് വിധേയമാണ്3ഫില്ലറിന്റെ |
| 7. | മിക്സ്-ഗ്രേഡിംഗ് | IS: 2386 (ഭാഗം I) - 1963 | ഓരോ 100 ടൺ മിശ്രിതത്തിനും ഡ്രയറിൽ നിന്ന് വ്യക്തിഗത ഘടകങ്ങളെയും മിശ്രിത അഗ്രഗേറ്റുകളെയും കുറിച്ചുള്ള ഒരു സെറ്റ് ടെസ്റ്റുകൾ പ്രതിദിനം ഒരു പ്ലാന്റിന് കുറഞ്ഞത് രണ്ട് സെറ്റുകൾക്ക് വിധേയമാണ്60 |
| 8. | ബോയിലറിലെ ബൈൻഡറിന്റെ താപനില നിയന്ത്രണം, ഡ്രയറിൽ സമാഹരിക്കുക, മുട്ടയിടുന്ന സമയത്ത് ഉരുളുക | - | പതിവായി |
| 9. | മിശ്രിതത്തിന്റെ സ്ഥിരത | ASTM: D-1559 | ഉൽപാദിപ്പിക്കുന്ന ഓരോ 100 ടൺ മിശ്രിതത്തിനും, സ്ഥിരത, ഫ്ലോ മൂല്യം, സാന്ദ്രത, ശൂന്യമായ ഉള്ളടക്കം എന്നിവയ്ക്കായി 3 മാർഷൽ മാതൃകകൾ തയ്യാറാക്കി പരീക്ഷിക്കണം, പ്രതിദിനം ഒരു പ്ലാന്റിന് കുറഞ്ഞത് രണ്ട് സെറ്റുകൾ പരീക്ഷിക്കുന്നു. |
| 10. | മിശ്രിതത്തിലെ ഉള്ളടക്കവും ഗ്രേഡേഷനും ബന്ധിപ്പിക്കുക | രീതി കാണുക അനുബന്ധം -4 | ഓരോ 100 ടൺ മിശ്രിതത്തിനും ഒരു ടെസ്റ്റ് ഒരു പ്ലാന്റിന് പ്രതിദിനം രണ്ട് ടെസ്റ്റുകൾക്ക് വിധേയമാണ് |
| 11. | ഒതുക്കിയ പാളിയുടെ കനം, സാന്ദ്രത | രീതി കാണുക അനുബന്ധം -4 | 500 മീറ്ററിൽ ഒരു പരിശോധന2 |
അസ്ഫാൽറ്റിക് കോൺക്രീറ്റിന്റെ ഉപരിതല ക്രമക്കേടുകൾ ഏഴാം അധ്യായത്തിൽ നൽകിയിട്ടുള്ള സഹിഷ്ണുതകൾക്ക് പുറത്താണെങ്കിൽ, വകുപ്പ് 5.2.5 ൽ നൽകിയിരിക്കുന്ന നടപടിക്രമമനുസരിച്ച് ഇവ ശരിയാക്കും.61
കോൺക്രീറ്റ് നടപ്പാതകളുടെ നിർമ്മാണം പൊതുവായി നൽകിയിരിക്കുന്ന മാർഗ്ഗനിർദ്ദേശങ്ങൾ പാലിക്കുംIRC: 15-1981 “കോൺക്രീറ്റ് റോഡുകളുടെ നിർമ്മാണത്തിനായുള്ള സ്റ്റാൻഡേർഡ് സ്പെസിഫിക്കേഷനുകളും കോഡ് ഓഫ് പ്രാക്ടീസും.”
ജോലികൾക്കും ആവശ്യമായ ഉപകരണങ്ങൾക്കുമായി ആവശ്യമായ ഉപകരണങ്ങൾ, ഉപകരണങ്ങൾ, ഉപകരണങ്ങൾ എന്നിവയ്ക്കായി റഫറൻസ് നൽകണംIRC: 43-1972 “കോൺക്രീറ്റ് നടപ്പാത നിർമാണത്തിനുള്ള ഉപകരണങ്ങൾ, ഉപകരണങ്ങൾ, ഉപകരണങ്ങൾ എന്നിവയ്ക്കുള്ള ശുപാർശിത പരിശീലനം” എന്ന തലക്കെട്ടിൽ.
എല്ലാ മെറ്റീരിയലുകളും, അതായത്, സിമൻറ്, നാടൻ അഗ്രഗേറ്റുകൾ, മികച്ച അഗ്രഗേറ്റുകൾ, വെള്ളം എന്നിവ പ്രത്യേക ആവശ്യകതകൾക്കായി പരിശോധിക്കും.
വ്യത്യസ്ത അഗ്രഗേറ്റ് ഭിന്നസംഖ്യകളുടെ അനുപാതം നിയന്ത്രിക്കപ്പെടുന്നതിനാൽ സംയോജിത അഗ്രഗേറ്റ് ഗ്രേഡിംഗ് നിർദ്ദിഷ്ട ഗ്രേഡേഷന്റെ പരിധിയിൽ വരും. പാലിക്കാത്ത സാഹചര്യത്തിൽ, വിവിധ ഭിന്നസംഖ്യകളുടെ ആനുപാതികമായ അനുപാതം വ്യത്യസ്ത ഭിന്നസംഖ്യകളുടെ യഥാർത്ഥ ഗ്രേഡേഷനെ അടിസ്ഥാനമാക്കി ക്രമീകരിക്കും. ഈ പ്രശ്നത്തോടുള്ള സ്ഥിതിവിവരക്കണക്ക് 8-ാം അധ്യായത്തിൽ വിശദീകരിച്ചിരിക്കുന്നു.
സൃഷ്ടിയിൽ യഥാർത്ഥത്തിൽ ഉപയോഗിക്കാൻ ഉദ്ദേശിക്കുന്ന വസ്തുക്കളുടെ പ്രതിനിധി സാമ്പിളുകൾ ഉപയോഗിച്ച് കോൺക്രീറ്റിനുള്ള മിക്സ് അനുപാതം ദൃ strength തയുടെ അടിസ്ഥാനത്തിൽ മുൻകൂട്ടി നിർണ്ണയിക്കപ്പെടും. ആനുപാതികമായിരിക്കുമ്പോൾ, അനുവദനീയമായ ടോളറൻസുകൾക്ക് വിധേയമായി, ഫീൽഡിൽ നിർദ്ദിഷ്ട മിനിമം ശക്തി ഉറപ്പാക്കുന്നതിന് പ്രതീക്ഷിക്കുന്ന ശക്തി വ്യതിയാനങ്ങൾക്ക് മതിയായ അലവൻസ് നൽകണം. ഇക്കാര്യത്തിൽ മാർഗനിർദേശം ലഭിക്കുംIRC: 44-1972 ഒപ്പംIRC: 59-1976 തുടർച്ചയായി വിടവ് ഗ്രേഡുചെയ്ത മിശ്രിതങ്ങൾക്കായി.
ഒന്നിൽ കൂടുതൽ ഉറവിടങ്ങളിൽ നിന്നുള്ള സിമൻറ് ഉപയോഗിക്കേണ്ടയിടത്ത്, ഓരോ സിമന്റിനും മിശ്രിതത്തിന്റെ അനുപാതം നിർണ്ണയിക്കപ്പെടും. അത്തരം സാഹചര്യങ്ങളിൽ, വ്യത്യസ്ത ഉറവിടങ്ങളിൽ നിന്നുള്ള സിമന്റ് ആയിരിക്കും
പ്രത്യേകം സംഭരിക്കുകയും ഉപയോഗിക്കുകയും ചെയ്യുന്ന തരം അല്ലെങ്കിൽ ബ്രാൻഡിന്റെ റെക്കോർഡ് സൂക്ഷിക്കും.
ജോലിയുടെ ആവശ്യമായ എല്ലാ വസ്തുക്കളും സംഭരിക്കുകയും കൈകാര്യം ചെയ്യുകയും ചെയ്യും, അങ്ങനെ വിദേശ വസ്തുക്കളുടെ തകർച്ചയോ കടന്നുകയറ്റമോ തടയുന്നതിനും ജോലിയുടെ ഗുണനിലവാരവും കായികക്ഷമതയും സംരക്ഷിക്കുന്നതും ഉറപ്പാക്കുന്നു (റഫ.IRC: 15-1981).
മെറ്റീരിയലുകളുടെയും അവയുടെ ആവൃത്തികളുടെയും ഗുണനിലവാര നിയന്ത്രണ പരിശോധന പട്ടിക 6.1 ൽ സൂചിപ്പിച്ചിരിക്കുന്നതുപോലെ ആയിരിക്കും.
| മെറ്റീരിയൽ | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ കുറഞ്ഞ ആവൃത്തികൾ |
|---|---|---|---|
| 1. സിമൻറ് | ശാരീരികവും രാസപരവുമായ പരിശോധനകൾ | IS: 269—1967 445 -1964 1489- 1967 8112 |
ഓരോ വിതരണ സ്രോതസ്സിലും ഒരിക്കൽ, ഇടയ്ക്കിടെ ദൈർഘ്യമേറിയതും കൂടാതെ / അല്ലെങ്കിൽ അനുചിതമായ സംഭരണവും ആവശ്യപ്പെടുമ്പോൾ |
| 2. നാടൻ, നേർത്ത അഗ്രഗേറ്റുകൾ | (i) തരംതിരിവ് | IS: 2386 (പണ്ഡിറ്റ് I) —1963 |
15 മീ3 നാടൻ അഗ്രഗേറ്റ്, നേർത്ത അഗ്രഗേറ്റ് എന്നിവയുടെ ഓരോ ഭിന്നസംഖ്യയുടെയും |
| (ii) ഇല്ലാതാക്കുന്ന ഘടകങ്ങൾ | IS 2386 (പണ്ഡി II) -1963 |
—Do— | |
| (iii) ഈർപ്പം ഉള്ളടക്കം | IS: 2386 (പണ്ഡിറ്റ് 1II) -1963 |
പതിവായി ആവശ്യാനുസരണം നാടൻ അഗ്രഗേറ്റിന് കുറഞ്ഞത് ഒരു ടെസ്റ്റ് / ദിവസം, മികച്ച അഗ്രഗേറ്റിന് രണ്ട് ടെസ്റ്റുകൾ / ദിവസം | |
| (iv) മികച്ച മൊത്തം ബൾക്കിംഗ് (വോളിയം ബാച്ചിംഗിനായി) | —Do— | ഈർപ്പം-ഉള്ളടക്ക ബൾക്കിംഗ് ബന്ധം നേടുന്നതിനായി ഓരോ ഉറവിടത്തിനും ഒരിക്കൽ | |
| 3. നാടൻ മൊത്തം | (i) ലോസ് ഏഞ്ചൽസ് ഉരച്ചിലിന്റെ മൂല്യം / മൊത്തം ഇംപാക്റ്റ് ടെസ്റ്റ് | IS: 2386 (പണ്ഡിറ്റ് IV) - 1963 |
ഓരോ വിതരണ സ്രോതസ്സിലും ഒരിക്കൽ, തുടർന്ന് മൊത്തം ഗുണനിലവാരത്തിലെ മാറ്റങ്ങൾ ആവശ്യപ്പെടുമ്പോൾ |
| (ii) ശബ്ദം | IS: 2386 (പണ്ഡിറ്റ് വി) -1963 |
ആവശ്യപ്പെട്ടിരിക്കുന്നത് പോലെ | |
| (iii) ക്ഷാര-മൊത്തം പ്രതിപ്രവർത്തനം | IS: 2386 (പണ്ഡി. VII) —1963 |
—Do— | |
| 4. വെള്ളം | രാസ പരിശോധനകൾ | IS: 456-1964 | വിതരണ സ്രോതസിന്റെ അംഗീകാരത്തിനായി ഒരിക്കൽ, സംശയമുണ്ടെങ്കിൽ മാത്രം66 |
വ്യക്തമാക്കിയ പ്രത്യേക മുൻകരുതലുകൾ എടുത്തില്ലെങ്കിൽ, കടുത്ത കാലാവസ്ഥയിൽ, ഉദാ., മഴക്കാലത്ത്, തണലിലെ അന്തരീക്ഷ താപനില 40 ° C ന് മുകളിലോ 4. C യിൽ താഴെയോ ആയിരിക്കുമ്പോൾ കോൺക്രീറ്റ് ചെയ്യരുത്. ചൂടുള്ള കാലാവസ്ഥയിൽ സിമന്റ് കോൺക്രീറ്റ് നടപ്പാതകൾ നിർമ്മിക്കുന്നതിനുള്ള മാർഗ്ഗനിർദ്ദേശങ്ങൾക്കായി, റഫറൻസ് നൽകാംIRC: 61-1976.
സിമൻറ് കോൺക്രീറ്റ് സ്വീകരിക്കുന്നതിനുള്ള അടിസ്ഥാനം 7-ാം അധ്യായത്തിൽ പറഞ്ഞിരിക്കുന്നതുപോലെ ലൈൻ, ഗ്രേഡ്, ക്രോസ്-സെക്ഷൻ എന്നിവയ്ക്കായി പരിശോധിക്കും. അനുവദനീയമായ ടോളറൻസുകൾക്കപ്പുറത്തുള്ള എല്ലാ ക്രമക്കേടുകളും വ്യക്തമാക്കിയതുപോലെ ശരിയാക്കും.
ആഗിരണം ചെയ്യപ്പെടുന്ന ഒരു ഉപരിതലത്തിൽ കോൺക്രീറ്റ് സ്ഥാപിക്കേണ്ടയിടത്ത്, കോൺക്രീറ്റ് മോർട്ടറിൽ നിന്ന് വെള്ളം ആഗിരണം ചെയ്യുന്നത് തടയുന്നതിനായി, പൂരിത ഉപരിതല വരണ്ട അവസ്ഥയിൽ നനവുള്ളതായി നിലനിർത്തുകയോ അല്ലെങ്കിൽ വാട്ടർ പ്രൂഫ് ക്രാഫ്റ്റ് / പോളിയെത്തിലീൻ ഷീറ്റിംഗ് എന്നിവ ഉപയോഗിച്ച് മൂടുകയോ ചെയ്യും.
ആവശ്യമുള്ളിടത്ത്, പ്ലേറ്റ് ബെയറിംഗ് ടെസ്റ്റ് നടത്തി അടിസ്ഥാനത്തിന്റെ ശക്തി 'k' മൂല്യത്തിനായി പരിശോധിക്കും.
ഫോം വർക്ക് ശരിയായ ആകൃതിയിൽ ആയിരിക്കും, വളവുകളിൽ നിന്നും കിങ്കുകളിൽ നിന്നും മുക്തവും മുട്ടയിടുന്നതും ഒതുക്കുന്നതുമായ ഉപകരണങ്ങളുടെ ഭാരം, ജോലി സാഹചര്യങ്ങൾ എന്നിവയിൽ അതിന്റെ ആകൃതിയും സ്ഥാനവും നിലനിർത്താൻ പര്യാപ്തമാണ്. ഇത് യഥാർത്ഥ ലൈനുകളിലേക്കും ലെവലുകളിലേക്കും സജ്ജമാക്കുകയും കോംപാക്ഷൻ സമയത്ത് ഉണ്ടാകുന്ന അസ്വസ്ഥതകൾ തടയുന്നതിന് സുരക്ഷിതമായി സ്ഥാനത്ത് ഉറപ്പിക്കുകയും ചെയ്യും. നിർദ്ദിഷ്ട പ്രൊഫൈലിൽ നിന്നുള്ള ഫോം വർക്കിന്റെ സത്യസന്ധത പരിശോധിക്കുകയും 3 മീറ്ററിൽ 3 മില്ലീമീറ്ററിൽ കൂടുതലുള്ള ഏതെങ്കിലും വ്യതിയാനം ശരിയാക്കുകയും ചെയ്യും. എന്നിരുന്നാലും, സന്ധികളിൽ ഒരു വ്യതിയാനവും അനുവദിക്കില്ല.
മറ്റൊരുവിധത്തിൽ അനുവദനീയമല്ലെങ്കിൽ, അംഗീകൃത ഭാരം ബാച്ചിംഗ് പ്ലാന്റിലെ നാടൻ, നേർത്ത അഗ്രഗേറ്റുകൾക്ക് ആനുപാതികമായി ആനുപാതികമായിരിക്കും. ഒരു സാധാരണ സെറ്റ് തൂക്കങ്ങൾ വഴി, ജോലി ആരംഭിക്കുന്നതിനുമുമ്പ്, പൂർണ്ണമായ പ്രവർത്തന ശ്രേണിയിൽ, ദിവസത്തിൽ ഒരിക്കൽ, കൃത്യതയ്ക്കായി തൂക്കമുള്ള സംവിധാനം പതിവായി പരിശോധിക്കും.67
സിമൻറ് ഭാരം അല്ലെങ്കിൽ ബാഗുകൾ ഉപയോഗിച്ച് അളക്കാം. മുഴുവൻ ബാഗുകളിലും സിമൻറ് ഉപയോഗിക്കുന്നിടത്ത്, ബാഗുകളിൽ സിമന്റിന്റെ പൂർണ്ണമായ ഭാരം അടങ്ങിയിട്ടുണ്ടെന്നും ഭാരം കുറയുന്നത് നല്ലതാണെന്നും പരിശോധിക്കാൻ ഇടയ്ക്കിടെ പരിശോധന നടത്തും. മറ്റൊരു തരത്തിൽ, ഒരു ചരക്കിലെ ബാഗുകളുടെ 10 ശതമാനം മുൻകൂട്ടി തൂക്കവും ചരക്കിന്റെ ശരാശരി ഭാരം അടിസ്ഥാനമാക്കി ക്രമീകരിച്ച വസ്തുക്കളുടെ ബാച്ച് ഭാരം. സ്റ്റാൻഡേർഡ് അളവുകൾ ഉപയോഗിച്ച് വെള്ളം അളക്കാം. നിയുക്ത വാട്ടർ-സിമൻറ് അനുപാതം കർശനമായി പാലിക്കുകയും ജലത്തിൽ ഈർപ്പം ക്രമീകരിക്കുകയും ചെയ്യും. അഗ്രഗേറ്റുകളുടെ ഭാരം, അവയിലെ ഈർപ്പം കാരണം അനുയോജ്യമായ ക്രമീകരണം നടത്തും.
വോളിയം ബാച്ചിംഗ് അനുവദിക്കുന്നിടത്ത്, ഒരു സാധാരണ പൂരിപ്പിക്കൽ നടപടിക്രമം പിന്തുടർന്ന് ബാച്ചിംഗിലെ വ്യതിയാനങ്ങൾ കുറയ്ക്കുന്നതിന് എല്ലാ ശ്രമങ്ങളും നടത്തണം. ഒരു ബാച്ചിലെ മികച്ച അഗ്രഗേറ്റുകളുടെ എണ്ണം ബൾക്കിംഗിനായി ശരിയായി ശരിയാക്കും.
അംഗീകൃത തരത്തിലുള്ള പവർ ഡ്രൈവുചെയ്ത ബാച്ച് മിക്സറിൽ കോൺക്രീറ്റ് മിക്സിംഗ് നടത്തും, അത് പിണ്ഡത്തിലുടനീളം വസ്തുക്കളുടെ ഏകീകൃത വിതരണം ഉറപ്പാക്കും. മിക്സർ തരവും ശേഷിയുമായി ബന്ധപ്പെട്ട് ഏറ്റവും കുറഞ്ഞ മിക്സിംഗ് സമയം നിശ്ചയിക്കുകയും കർശനമായി പാലിക്കുകയും ചെയ്യും.
ഐഎസ്: 1199 അനുസരിച്ച് “സ്ലംപ് ടെസ്റ്റ്” അല്ലെങ്കിൽ “കോംപാക്റ്റിംഗ് ഫാക്ടർ ടെസ്റ്റ്” നടത്തിക്കൊണ്ട് കോൺക്രീറ്റിന്റെ പ്രവർത്തനക്ഷമത പരിശോധിക്കും. പട്ടിക 6.2 ൽ സൂചിപ്പിച്ചിരിക്കുന്നതുപോലെ പരിശോധനയുടെ ആവൃത്തി ഉണ്ടായിരിക്കും. പ്രവർത്തനക്ഷമതയ്ക്കായി നിർദ്ദിഷ്ട മൂല്യത്തിൽ നിന്ന് അനുവദനീയമായ ടോളറൻസുകൾ ഇവയായിരിക്കും:
| മാന്ദ്യം | ... | ± 12 മില്ലീമീറ്റർ |
| കോംപാക്റ്റിംഗ് ഘടകം | ... | ± 0.03 |
നിർദ്ദിഷ്ട പരിധിക്കുള്ളിൽ പ്രവർത്തനക്ഷമത കൈവരിക്കുന്നതിന്, അനുവദനീയമായ ടോളറൻസുകൾക്കപ്പുറമുള്ള വ്യതിയാനങ്ങൾ നിരീക്ഷിക്കുന്നിടത്ത്, ജലത്തിന്റെ അളവിൽ ആവശ്യമായ ക്രമീകരണം, ഒരേ ജല-സിമൻറ് അനുപാതം നിലനിർത്തുന്നു.
മിശ്രിതമാക്കിയ ഉടനെ, കോൺക്രീറ്റ് പ്ലേസ്മെന്റിനായി കൊണ്ടുപോകും, അത് ട്രാൻസിറ്റിൽ ഘടക വസ്തുക്കളുടെ വേർതിരിക്കലോ നഷ്ടമോ ഒഴിവാക്കുന്നു.68
വേർതിരിക്കലും അസമമായ ഒത്തുചേരലും ഒഴിവാക്കുന്നതിനായി ഫോം വർക്ക് തമ്മിലുള്ള തയ്യാറാക്കിയ അടിത്തറയിൽ കോൺക്രീറ്റ് സ്ഥാപിക്കും. 90 സെന്റിമീറ്ററിൽ കൂടുതൽ ഉയരത്തിൽ നിന്ന് കോൺക്രീറ്റ് ഉപേക്ഷിക്കരുത്, കൂടാതെ മിക്സറിൽ നിന്ന് ഡിസ്ചാർജ് ചെയ്ത സമയം മുതൽ 20 മിനിറ്റിനുള്ളിൽ നിക്ഷേപിക്കുകയും ചെയ്യും. അന്തിമ സ്ഥാനത്തിന് സമീപമുള്ള ഒരു തിരശ്ചീന പാളിയിൽ ഇത് സ്ഥാപിക്കും, അതുവഴി അനാവശ്യമായ റീഹാൻഡിംഗ് ഒഴിവാക്കാം.
ആവശ്യമുള്ള ഫിനിഷ്ഡ് ലെവലിൽ കോൺക്രീറ്റിന്റെ മതിയായ സർചാർജുകൾ നൽകും. യഥാർത്ഥ ട്രയൽ ഉപയോഗിച്ച് ഫീൽഡിൽ സർചാർജിന്റെ അളവ് നിർണ്ണയിക്കപ്പെടും. സർചാർജ് മുഴുവൻ പ്രദേശത്തും ഏകതാനമായിരിക്കണം, കൂടാതെ കോൺക്രീറ്റ് സ്പ്രെഡ് ആവശ്യമുള്ള കാംബറിലേക്കും ചരിവിലേക്കും ആവശ്യമായ ഫിനിഷ്ഡ് ഉപരിതലത്തിലായിരിക്കും.
വ്യക്തമാക്കിയ വൈബ്രേറ്റിംഗ് സ്ക്രീഡുകളും കൂടാതെ / അല്ലെങ്കിൽ ആന്തരിക വൈബ്രേറ്ററുകളും ഉപയോഗിച്ച് കോൺക്രീറ്റ് പൂർണ്ണമായും ചുരുക്കിയിരിക്കും. വൈബ്രേറ്റിംഗ് സ്ക്രീഡുകളും ആന്തരിക വൈബ്രേറ്ററുകളും യഥാക്രമം IS: 2506, IS: 2505 എന്നിവയുമായി പൊരുത്തപ്പെടും. അമിത വൈബ്രേഷൻ കാരണം അധിക മോർട്ടറും വെള്ളവും മുകളിലേക്ക് പ്രവർത്തിക്കുന്നത് തടയുന്നതിനായി കോംപാക്ഷൻ നിയന്ത്രിക്കും.
കോംപാക്ഷൻ സമയത്ത്, കോൺക്രീറ്റ് ചേർത്ത് അല്ലെങ്കിൽ നീക്കം ചെയ്തുകൊണ്ട് താഴ്ന്നതോ ഉയർന്നതോ ആയ ഏതെങ്കിലും പാടുകൾ നിർമ്മിക്കും.
രേഖാംശ ഫ്ലോട്ടിംഗ് പൂർത്തിയായെങ്കിലും കോൺക്രീറ്റ് ഇപ്പോഴും പ്ലാസ്റ്റിക്ക് ആയിരിക്കുമ്പോൾ, 7-ാം അധ്യായത്തിൽ പറഞ്ഞിരിക്കുന്ന നടപടിക്രമങ്ങൾക്കനുസൃതമായി സ്ലാബ് ഉപരിതലം 3 മീറ്റർ നേരായ അരികോടുകൂടിയ സത്യസന്ധതയ്ക്കായി പരിശോധിക്കും. ഉടനടി ശരിയാക്കുക. ഉയർന്ന പാടുകൾ വെട്ടി പുതുക്കി. വിഷാദം ഏകദേശം 8-10 സെന്റിമീറ്റർ വരെ വലുതാക്കുകയും പുതിയ കോൺക്രീറ്റ് കൊണ്ട് നിറയ്ക്കുകയും ഒതുക്കുകയും പൂർത്തിയാക്കുകയും ചെയ്യും. മേൽപ്പറഞ്ഞ എല്ലാ പ്രവർത്തനങ്ങളും മിക്സിംഗ് 75 മിനിറ്റിനുള്ളിൽ (ചൂടുള്ള കാലാവസ്ഥയിൽ 60 മിനിറ്റ്) പൂർത്തിയാക്കും.
പ്രൊഫൈലിനായി ഉപരിതലം ശരിയാക്കിയ ശേഷം കോൺക്രീറ്റ് പ്ലാസ്റ്റിക് അല്ലാത്തതിന് തൊട്ടുമുമ്പ്, നിർദ്ദിഷ്ട പ്രകാരം ബെൽറ്റിംഗ്, ബ്രൂമിംഗ്, എഡ്ജിംഗ് എന്നിവ ഉപയോഗിച്ച് ഉപരിതലം പൂർത്തിയാക്കും.
രണ്ട് പാളികളായി സ്ലാബ് സ്ഥാപിക്കേണ്ടയിടത്ത്, രണ്ടാമത്തെ പാളി താഴത്തെ പാളി ചുരുങ്ങിയ 30 മിനിറ്റിനുള്ളിൽ സ്ഥാപിക്കും.69
കോൺക്രീറ്റിന്റെ ശക്തി വ്യക്തമാക്കിയ ക്യൂബ് അല്ലെങ്കിൽ ബീം മാതൃകകളിൽ നിന്ന് കണ്ടെത്താനാകും. ഈ ആവശ്യത്തിനായി, ജോലിയുടെ പുരോഗതിയിൽ, ക്യൂബ് / ബീം സാമ്പിളുകൾ 7, 28 ദിവസങ്ങളിൽ പരിശോധനയ്ക്കായി എറിയപ്പെടും. സാമ്പിളും പരിശോധനയും യഥാക്രമം IS: 1199, 516 എന്നിവയ്ക്ക് അനുസൃതമായിരിക്കണം. പരിശോധനയുടെ ആവൃത്തി പട്ടിക 6.2 ൽ സൂചിപ്പിച്ചിരിക്കുന്നതുപോലെ ആയിരിക്കും.
| എസ്. | ടെസ്റ്റ് | പരീക്ഷണ രീതി | അഭികാമ്യമായ ഏറ്റവും കുറഞ്ഞ ആവൃത്തി |
|---|---|---|---|
| 1. | പുതിയ കോൺക്രീറ്റിന്റെ പ്രവർത്തനക്ഷമത | IS: 1199-1950 | 10 മീറ്ററിൽ ഒരു പരിശോധന3 |
| 2. | കോൺക്രീറ്റ് ശക്തി | IS: 516-1959 | 7 വയസ് പ്രായമുള്ള ഓരോ 30 മീറ്ററിനും 28 ദിവസവും വ്യക്തമാക്കിയ 3 ക്യൂബ് / ബീം സാമ്പിളുകൾ3കോൺക്രീറ്റ് |
| 3. | കഠിനമാക്കിയ കോൺക്രീറ്റിലെ പ്രധാന ശക്തി (വകുപ്പ് 6.4.2 കാണുക.) | IS: 516—1959 | ഓരോ 30 മീറ്ററിനും 2 കോറുകൾ3 കോൺക്രീറ്റ് |
വ്യക്തിഗത മാതൃകകളുടെ കരുത്ത് മൂല്യങ്ങൾ സൂചിപ്പിക്കുന്ന ഒരു പുരോഗതി ചാർട്ട് നിലനിർത്തും. സ്റ്റാറ്റിസ്റ്റിക്കൽ പാരാമീറ്ററുകൾ, അതായത്, ശരാശരി ശക്തിയും മുകളിലും താഴെയുമുള്ള നിയന്ത്രണ പരിധികൾ 15 ടെസ്റ്റ് മാതൃകകളുടെ ഒരു സെറ്റിന് കണക്കാക്കുകയും പുരോഗതി ചാർട്ടിൽ ഉചിതമായി സൂചിപ്പിക്കുകയും ചെയ്യും. സ്റ്റാറ്റിസ്റ്റിക്കൽ വിശകലനത്തിനുള്ള ഈ പരാമീറ്ററുകളും നടപടിക്രമങ്ങളും 8-ാം അധ്യായത്തിൽ വിശദീകരിച്ചിരിക്കുന്നു. കോൺക്രീറ്റിന്റെ ശരാശരി ശക്തി ഫീൽഡ് ഡിസൈൻ ശക്തിയിൽ നിന്ന് സ്ഥിരമായ വർദ്ധനവോ കുറവോ കാണിക്കുന്നുവെങ്കിൽ, മിശ്രിതം പുനർരൂപകൽപ്പന ചെയ്യും.
ജോലിയുടെ സ്വീകാര്യത ഒരൊറ്റ പരീക്ഷണ ഫലത്തെ അടിസ്ഥാനമാക്കിയുള്ളതായിരിക്കില്ല, പക്ഷേ സ്ഥിതിവിവരക്കണക്കുകളുടെ അടിസ്ഥാനത്തിൽ, 15 ടെസ്റ്റ് ഫലങ്ങളുടെ സെറ്റുകൾക്കായി 15 ൽ 1 എന്ന ടോളറൻസ് ലെവലിനായി കണക്കാക്കിയ താഴ്ന്ന നിയന്ത്രണ പരിധി നിർദ്ദിഷ്ട മിനിമം ശക്തിയേക്കാൾ കുറവായിരിക്കില്ല. . സ്റ്റാൻഡേർഡ് ഡീവിയേഷന്റെ 1.61 മടങ്ങ് മൈനസ് ടെസ്റ്റുകളുടെ ശരാശരി മൂല്യമാണ് കുറഞ്ഞ നിയന്ത്രണ പരിധി നൽകുന്നത്. കുറഞ്ഞ നിയന്ത്രണ പരിധി നിർദ്ദിഷ്ട ശക്തിക്ക് മുകളിലായിരിക്കുമ്പോൾ സ്പെസിഫിക്കേഷൻ ആവശ്യകതകൾ നിറവേറ്റുന്നതിനായി പ്രവർത്തിക്കും. മുകളിൽ ആവശ്യപ്പെടുന്നിടത്ത്-70
യോഗ്യതകൾ പാലിക്കുന്നില്ല അല്ലെങ്കിൽ കോൺക്രീറ്റിന്റെ ഗുണനിലവാരം അല്ലെങ്കിൽ അതിന്റെ കോംപാക്ഷൻ സംശയിക്കുന്നുവെങ്കിൽ, നടപ്പാതയിലെ കാഠിന്യമേറിയ കോൺക്രീറ്റിന്റെ യഥാർത്ഥ ശക്തി ക്ലോസ് 6.4 ൽ പറഞ്ഞിരിക്കുന്നതുപോലെ പരിശോധിക്കും.
സന്ധികൾക്ക് ആവശ്യമായ എല്ലാ വസ്തുക്കളും, അതായത്, ടൈ ബാറുകൾ, ഡോവൽ ബാറുകൾ, വിപുലീകരണ ജോയിന്റ് ഫില്ലർ ബോർഡുകൾ, ജോയിന്റ് സീലിംഗ് സംയുക്തങ്ങൾ എന്നിവ ജോലികളിൽ സംയോജിപ്പിക്കുന്നതിന് മുമ്പ് പ്രത്യേക ആവശ്യകതകൾക്കായി പരിശോധിക്കും. സീലിംഗ് സംയുക്തം IS: 1834 എന്നതുമായി പൊരുത്തപ്പെടും.
ഡോവൽ ബാറുകൾ പരസ്പരം സമാന്തരമായും നടപ്പാതയുടെ ഉപരിതലത്തിനും മധ്യരേഖയ്ക്കും സമാന്തരമായി സ്ഥാപിക്കും. ഇക്കാര്യത്തിൽ അനുവദനീയമായ സഹിഷ്ണുതകൾ ഇവയായിരിക്കും:
| ± | 20 മില്ലീമീറ്ററും ചെറിയ വ്യാസവുമുള്ള ഡോവലുകൾക്ക് 100 മില്ലീമീറ്ററിൽ 1 മില്ലീമീറ്റർ; |
| ± | 20 മില്ലീമീറ്ററിൽ കൂടുതൽ വ്യാസമുള്ള ഡോവലുകൾക്ക് 100 മില്ലീമീറ്ററിൽ 0.5 മില്ലീമീറ്റർ. |
കോൺക്രീറ്റിംഗിനിടെ സ്ഥാനഭ്രംശം സംഭവിക്കുന്നത് തടയാൻ ഡോവൽ അസംബ്ലി സ്ഥാപിതമായി ഉറപ്പിക്കും. ഈ ആവശ്യത്തിനായി dowels- നായി ഇറുകിയ ദ്വാരങ്ങളുള്ള ജോഡികളായി ബൾക്ക്ഹെഡുകൾ ഉപയോഗിക്കാം.
എല്ലാ സംയുക്ത ഇടങ്ങളും ആവേശങ്ങളും നിർദ്ദിഷ്ട വരികളോടും അളവുകളോടും യോജിക്കും.
കോൺക്രീറ്റ് ചെയ്യുമ്പോൾ പ്രത്യേക പരിചരണം ഡോവലുകളിലും സന്ധികളുടെ പരിസരത്തും നടത്തും. സവാരി ഉപരിതലത്തിൽ സന്ധികൾ തടസ്സമുണ്ടാക്കാതിരിക്കാൻ ശ്രദ്ധിക്കണം.
ട്രാഫിക്കിലേക്ക് തുറക്കുന്നതിന് മുമ്പുള്ള ക്യൂറിംഗ് കാലയളവിന്റെ അവസാനത്തിൽ, സംയുക്ത തോപ്പുകൾ നന്നായി വൃത്തിയാക്കി വ്യക്തമാക്കിയതുപോലെ അടച്ചിരിക്കുംഐആർസി: 57-1974. സീലിംഗ് സംയുക്തം നിർദ്ദിഷ്ട താപനിലയേക്കാൾ ചൂടാക്കാതിരിക്കാൻ ശ്രദ്ധിക്കണം.
പൂർത്തിയായ നടപ്പാതയുടെ ഉപരിതലത്തിൽ നനഞ്ഞ ബർലാപ്പ്, കോട്ടൺ അല്ലെങ്കിൽ ചണം പായകളുടെ ഭാരം എടുക്കാൻ കഴിയാതെ തന്നെ ക്യൂറിംഗ് ആരംഭിക്കും.71
അതിൽ എന്തെങ്കിലും അടയാളങ്ങൾ. പായകൾ നടപ്പാതയുടെ അരികുകൾക്കപ്പുറത്ത് കുറഞ്ഞത് 0.5 മീറ്റർ വരെ നീളുകയും നിരന്തരം നനയ്ക്കുകയും ചെയ്യും. പ്രാരംഭ ക്യൂറിംഗ് 24 മണിക്കൂറോളം അല്ലെങ്കിൽ കോൺക്രീറ്റ് കഠിനമാകുന്നതുവരെ തൊഴിൽ പ്രവർത്തനങ്ങൾ കേടുപാടുകൾ കൂടാതെ അനുവദിക്കും.
പായകൾ നീക്കം ചെയ്തതിനുശേഷം അന്തിമ രോഗശാന്തി നനഞ്ഞ ഭൂമി, വെള്ളം കുളിക്കൽ അല്ലെങ്കിൽ വ്യക്തമാക്കിയ മറ്റ് മാർഗ്ഗങ്ങൾ എന്നിവയിലൂടെ നടത്തും. രോഗശമനത്തിനായി വെള്ളം ഉപയോഗിക്കുന്നിടത്ത്, നിർദ്ദിഷ്ട ക്യൂറിംഗ് കാലയളവിലുടനീളം നടപ്പാതയുടെ മുഴുവൻ ഉപരിതലവും നന്നായി പൂരിതമായി സൂക്ഷിക്കുന്നുവെന്ന് ഉറപ്പാക്കണം. കുത്തനെയുള്ള ഗ്രേഡിയന്റിൽ വെള്ളം കുറവോ നടപ്പാതയോ ഉള്ളിടത്ത്, വ്യക്തമാക്കിയ വിശദാംശങ്ങൾ അനുസരിച്ച് മെംബ്രൻ ക്യൂറിംഗ് സ്വീകരിക്കും.
പ്രാരംഭ ക്യൂറിംഗ് കാലയളവിനുശേഷം (ക്ലോസ് 6.3.7 കാണുക.), 7-ാം അധ്യായത്തിൽ പറഞ്ഞിരിക്കുന്ന നടപടിക്രമങ്ങൾക്കനുസൃതമായി കാഠിന്യമേറിയ കോൺക്രീറ്റിന്റെ ഉപരിതലം ഉപരിതല കൃത്യതയ്ക്കായി പരിശോധിക്കും. അനുവദനീയമായ സഹിഷ്ണുതകൾക്കപ്പുറത്തുള്ള ഉപരിതല ക്രമക്കേടുകൾ സൂചിപ്പിച്ചിരിക്കുന്നതുപോലെ ശരിയാക്കുംIRC: 15-1981.
കോൺക്രീറ്റിന്റെ പരീക്ഷിച്ച വീഡിയോ ക്ലോസ് 6.3.5. നിർദ്ദിഷ്ട പരിധിക്കു താഴെയായി അല്ലെങ്കിൽ കോൺക്രീറ്റിന്റെ ഗുണനിലവാരം അല്ലെങ്കിൽ അതിന്റെ കോംപാക്ഷൻ സംശയിക്കപ്പെടുന്നിടത്ത്, കാഠിന്യമേറിയ കോൺക്രീറ്റിൽ നിന്ന് മുറിച്ച കോറുകളിൽ പരിശോധനകൾ നടത്തി കാഠിന്യമേറിയ കോൺക്രീറ്റിന്റെ യഥാർത്ഥ ശക്തി കണ്ടെത്താനാകും. പരിശോധനയുടെ ആവൃത്തി പട്ടിക 6.2 ൽ സൂചിപ്പിച്ചിരിക്കുന്നതുപോലെ ആയിരിക്കും. കോറുകളിൽ ക്രഷിംഗ് സ്ട്രെംഗ്ത് ടെസ്റ്റുകൾ ഉയരം - വ്യാസം അനുപാതത്തിനും അനുബന്ധ ക്യൂബ് ശക്തി 28 ദിവസത്തിൽ ലഭിക്കുന്നതിനുള്ള പ്രായത്തിനും അനുസരിച്ച് തിരുത്തും.IRC: 15-1981. ക്ലോസ് 6.3.5 ന്റെ വരികളിലെ സ്പെസിഫിക്കേഷൻ ആവശ്യകതകളുമായി പൊരുത്തപ്പെടുന്നതിന് ശരിയാക്കിയ പരിശോധന ഫലങ്ങൾ വിശകലനം ചെയ്യും.
നടപ്പാക്കലിൽ ഉൾപ്പെടുത്തുന്നതിന് മുമ്പ് നിർദ്ദിഷ്ട ആവശ്യകതകൾക്കായി പരിശോധിക്കേണ്ടതാണ് വ്യക്തമാക്കിയതുപോലെ ശക്തിപ്പെടുത്തൽ സ്ഥാപിക്കും. കോൺക്രീറ്റ് പ്രവർത്തനങ്ങളിൽ ശക്തിപ്പെടുത്തൽ സ്ഥാനഭ്രംശം സംഭവിക്കുന്നില്ലെന്ന് ഉറപ്പാക്കാൻ വേണ്ടത്ര ശ്രദ്ധിക്കണം.72
എല്ലാ സൃഷ്ടികളും നിർദ്ദിഷ്ട ലൈനുകൾ, ഗ്രേഡുകൾ, ക്രോസ്-സെക്ഷനുകൾ, അളവുകൾ എന്നിവയ്ക്കായി നിർമ്മിക്കും. ആവശ്യമായ തിരശ്ചീനവും ലംബവുമായ പ്രൊഫൈലിന് അനുസൃതമായി നന്നായി നിർമ്മിച്ച നടപ്പാത, വ്യത്യസ്ത നടപ്പാത കോഴ്സുകളുടെ ഡിസൈൻ കനം, സവാരി ഗുണനിലവാരത്തിന്റെ മാനദണ്ഡങ്ങൾ എന്നിവ കൈവരിക്കുക എന്നതാണ് ലക്ഷ്യം.
വ്യത്യസ്ത കേസുകളിൽ പരിശോധിക്കുന്നതിനും അനുവദനീയമായ ടോളറൻസുകൾക്കുമുള്ള നടപടിക്രമങ്ങൾ ഇവിടെ നൽകിയിരിക്കുന്നു.
പ്ലാനുകളിൽ കാണിച്ചിരിക്കുന്നതുപോലെ തിരശ്ചീന വിന്യാസം പരിശോധിക്കുന്നത് റോഡിന്റെ മധ്യരേഖയുമായി ബന്ധപ്പെട്ട് ചെയ്യും. റോഡ്വേയുടെ ജ്യാമിതിയും ഡിസൈൻ സെന്റർ ലൈനിന് സമീപമുള്ള വിവിധ നടപ്പാത പാളികളുടെ അരികുകളും പരിശോധിക്കുന്നത് ഇതിൽ ഉൾപ്പെടുന്നു. തിരശ്ചീന വിന്യാസം ശരിയായി നിയന്ത്രിക്കാൻ കഴിയുമെങ്കിൽ, റോഡിന്റെ മധ്യരേഖ. മധ്യരേഖയുടെ ഇരുവശത്തുമുള്ള റഫറൻസ് തൂണുകൾ വഴി റോഡിൽ അടയാളപ്പെടുത്തിയിട്ടുണ്ടെങ്കിൽ, ഇടയ്ക്കിടെ ഇടവേളകളിലും തിരശ്ചീന വക്രതയുടെ എല്ലാ മാറ്റങ്ങളിലും. അങ്ങനെ ചെയ്യുന്നതിനുള്ള പെരുമാറ്റം ഇതിൽ വിശദീകരിച്ചിരിക്കുന്നുIRC: 36-1970. പ്ലാനുകളുമായി പൊരുത്തപ്പെടുന്നുവെന്ന് ഉറപ്പാക്കുന്നതിന്, ഓരോ നടപ്പാത പാളിയുടെയും അരികുകൾ പ്ലേസ്മെന്റിന് മുമ്പുള്ള മധ്യരേഖയുമായി ബന്ധപ്പെട്ട്, കുറ്റി, സ്ട്രിംഗ് അല്ലെങ്കിൽ മറ്റ് ഉപകരണങ്ങളുടെ സഹായത്തോടെ നിർവചിക്കണം.
ഹിൽ റോഡുകൾ ഒഴികെ തിരശ്ചീന വിന്യാസവുമായി ബന്ധപ്പെട്ട് അനുവദനീയമായ ടോളറൻസുകൾ ഇനിപ്പറയുന്നവയായി ശുപാർശചെയ്യുന്നു:
| (i) | കാരിയേജ്വേ അറ്റങ്ങൾ | ± 25 മില്ലീമീറ്റർ |
| (ii) | റോഡ്വേയുടെ അരികുകളും നടപ്പാതയുടെ താഴത്തെ പാളികളും | ± 40 മില്ലീമീറ്റർ |
ഹിൽ റോഡുകൾക്കായി, എഞ്ചിനീയർ-ഇൻചാർജ് വ്യക്തമാക്കിയ ടോളറൻസുകൾ ആയിരിക്കും.
ഡ്രോയിംഗുകളിൽ കാണിച്ചിരിക്കുന്ന രേഖാംശ, ക്രോസ് പ്രൊഫൈലുകളുമായി ബന്ധപ്പെട്ട് കണക്കാക്കിയ നടപ്പാത കോഴ്സുകളുടെ ഉപരിതല നില ഗ്രിഡ് ലെവലിംഗ് / സ്പോട്ട് ലെവലിംഗ് മുതലായവയിലൂടെ പരിശോധിക്കും, തുടർച്ചയായ ഓരോ ലെയറിനുമുള്ള സബ്ഗ്രേഡ് മുതൽ മുകളിലേക്ക്. വ്യത്യസ്ത കോഴ്സുകളുടെ യഥാർത്ഥ ലെവലുകൾ ചുവടെ സൂചിപ്പിച്ചിരിക്കുന്ന ടോളറൻസുകൾക്കപ്പുറം ഡിസൈൻ ലെവലിൽ നിന്ന് വ്യത്യാസപ്പെടില്ല:
| ഉപഗ്രേഡ് | ± 25 മില്ലീമീറ്റർ |
| ഉപ-ബേസ് | ± 20 മില്ലീമീറ്റർ |
| അടിസ്ഥാന കോഴ്സ് | ± 15 മില്ലീമീറ്റർ |
| ബിറ്റുമിനസ് ധരിക്കുന്ന കോഴ്സും (പ്രീമിക്സ് തരം) സിമന്റ് കോൺക്രീറ്റും | ± 10 മില്ലീമീറ്റർ |
വകുപ്പ് 7.3.1 ൽ സൂചിപ്പിച്ചിരിക്കുന്ന കോഴ്സ് ധരിക്കുന്നതിനുള്ള നെഗറ്റീവ് ടോളറൻസ് ശ്രദ്ധിക്കണം. മുമ്പത്തെ കനം 6 മില്ലിമീറ്ററിൽ കൂടുതൽ കുറച്ചാൽ അടിസ്ഥാന കോഴ്സിനുള്ള പോസിറ്റീവ് ടോളറൻസുമായി ചേർന്ന് അനുവദിക്കില്ല.
നടപ്പാത കോഴ്സുകളുടെ ഉപരിതല ലെവലുകൾ പരിശോധിക്കുന്നത് ലെയർ കനത്തിൽ പരോക്ഷ നിയന്ത്രണം നൽകുന്നുണ്ടെങ്കിലും, നിർമ്മിച്ച കോഴ്സിന്റെ കനം സവിശേഷതയ്ക്ക് അനുസൃതമാണെന്ന് സ്ഥാപിക്കാൻ അധിക നടപടികൾ ആവശ്യമായി വന്നേക്കാം. ഈ നടപടികൾ കനം ബ്ലോക്കുകളുടെ രൂപത്തിലോ അല്ലെങ്കിൽ ബാധകമായേക്കാവുന്ന കോറുകളിലോ ആകാം. മെറ്റീരിയലുകളുടെ വ്യാപനത്തെ നിയന്ത്രിക്കുന്നത് ലെയർ കട്ടിയിൽ ഒരു പരോക്ഷ പരിശോധനയും നൽകുന്നു. കട്ടിയുള്ള ചെറിയ വ്യതിയാനങ്ങൾ ഒഴിവാക്കാനാവില്ലെങ്കിലും വലിയ വ്യതിയാനങ്ങൾ നടപ്പാത രൂപകൽപ്പനയെ അനാവശ്യമായി ഒഴിവാക്കും.
പൊതുവേ, ശരാശരി കനം നിർദ്ദിഷ്ട കട്ടിയേക്കാൾ കുറവായിരിക്കരുത്. കൂടാതെ, കനം കുറയുന്നത് ബിറ്റുമിനസ് മക്കാഡത്തിന്റെ കാര്യത്തിൽ 15 മില്ലിമീറ്ററും അസ്ഫാൽറ്റിക് കോൺക്രീറ്റ്, സിമന്റ് കോൺക്രീറ്റ് എന്നിവയുടെ കാര്യത്തിൽ 6 മില്ലീമീറ്ററും കവിയരുത്.
രേഖാംശവും തിരശ്ചീനവുമായ പ്രൊഫൈലിനായുള്ള ഉപരിതല സമനിലയുടെ മാനദണ്ഡങ്ങൾ അവലോകനം ചെയ്യുകയും ഏറ്റവും പുതിയ ശുപാർശകൾ 1976 ഓഗസ്റ്റിൽ ഇന്ത്യൻ റോഡ്സ് കോൺഗ്രസ് അംഗീകരിക്കുകയും ചെയ്തു (പ്രസിദ്ധീകരിച്ചത്ഐആർസി: പ്രത്യേക പ്രസിദ്ധീകരണം 16: 1977 “ഉപരിതലം76
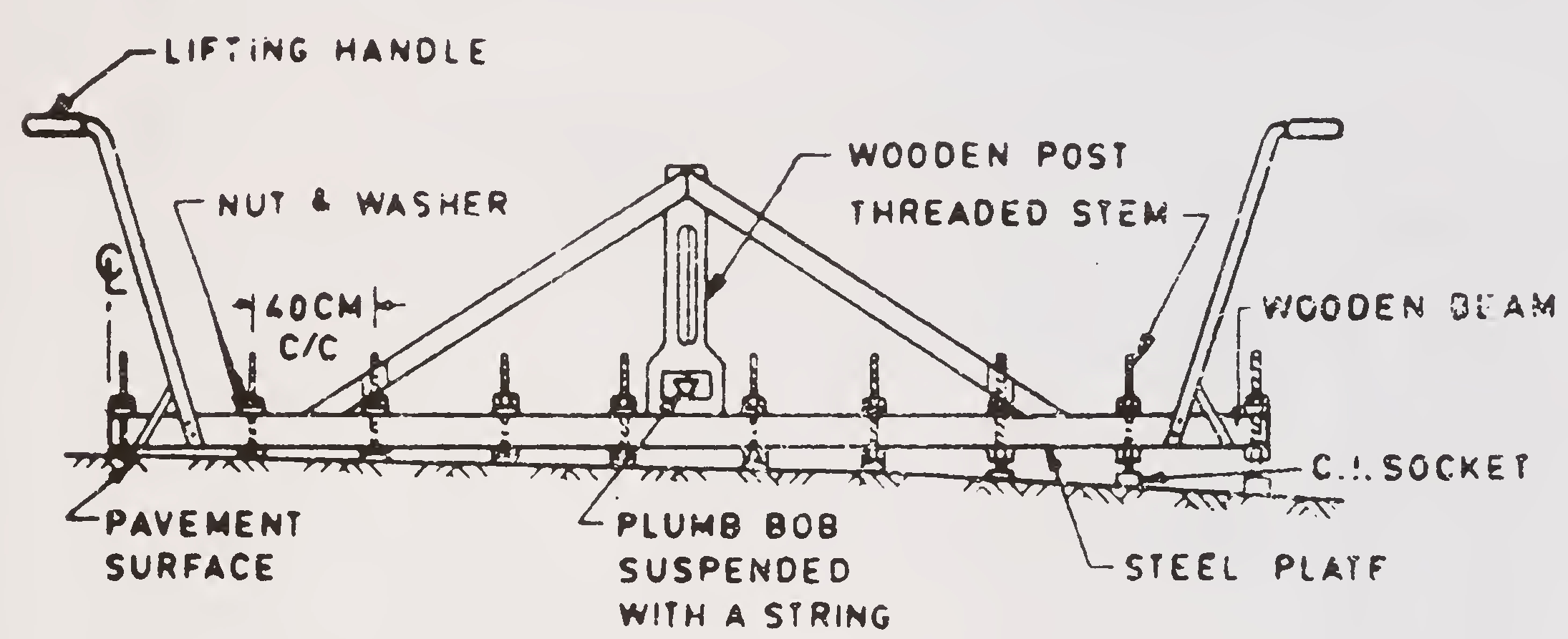
ചിത്രം 1. ടെംപ്ലേറ്റ് ക്രമീകരിക്കാവുന്ന പ്രൊഫൈലിന്റെ ഒരു ഡിസൈൻ
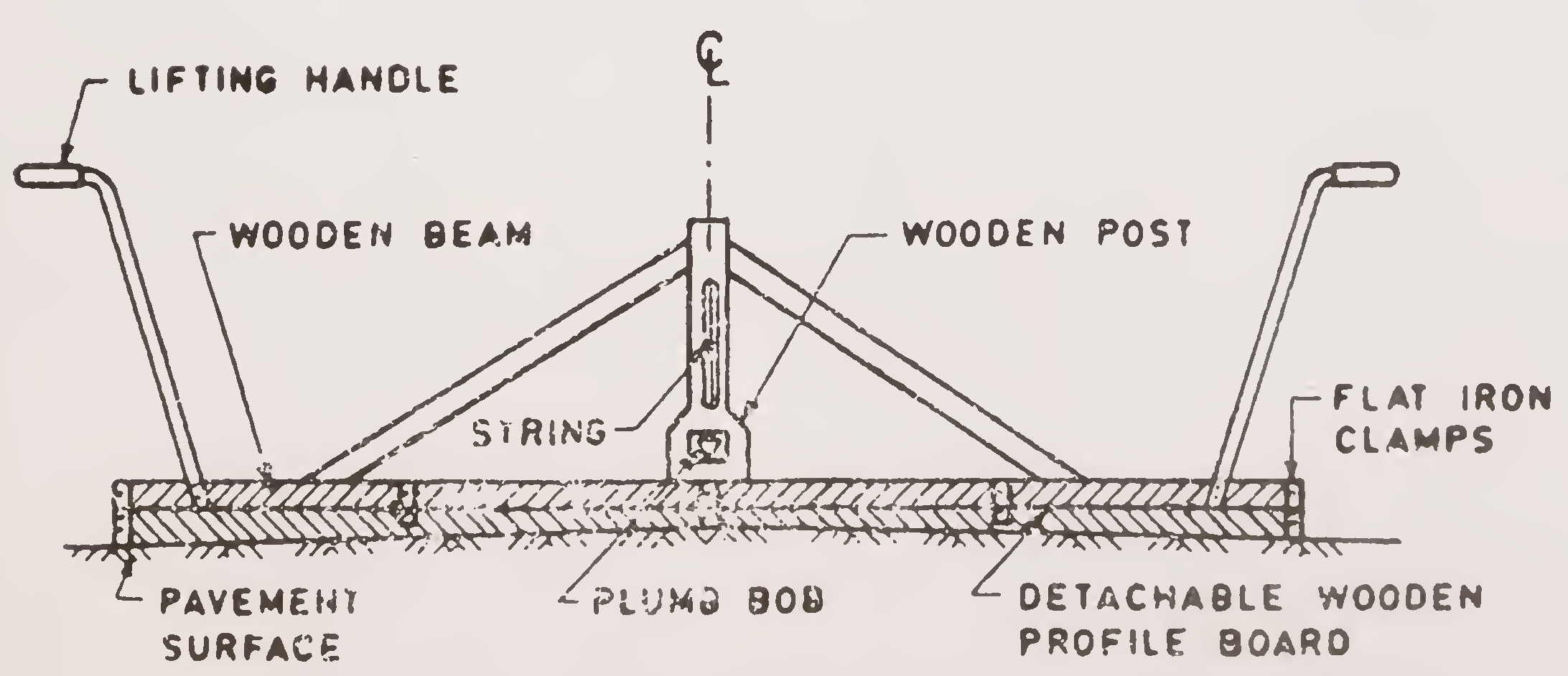
ചിത്രം 2. ക്രമീകരിക്കാവുന്ന പ്രൊഫൈലുള്ള ടെംപ്ലേറ്റിന്റെ മറ്റൊരു രൂപകൽപ്പന77
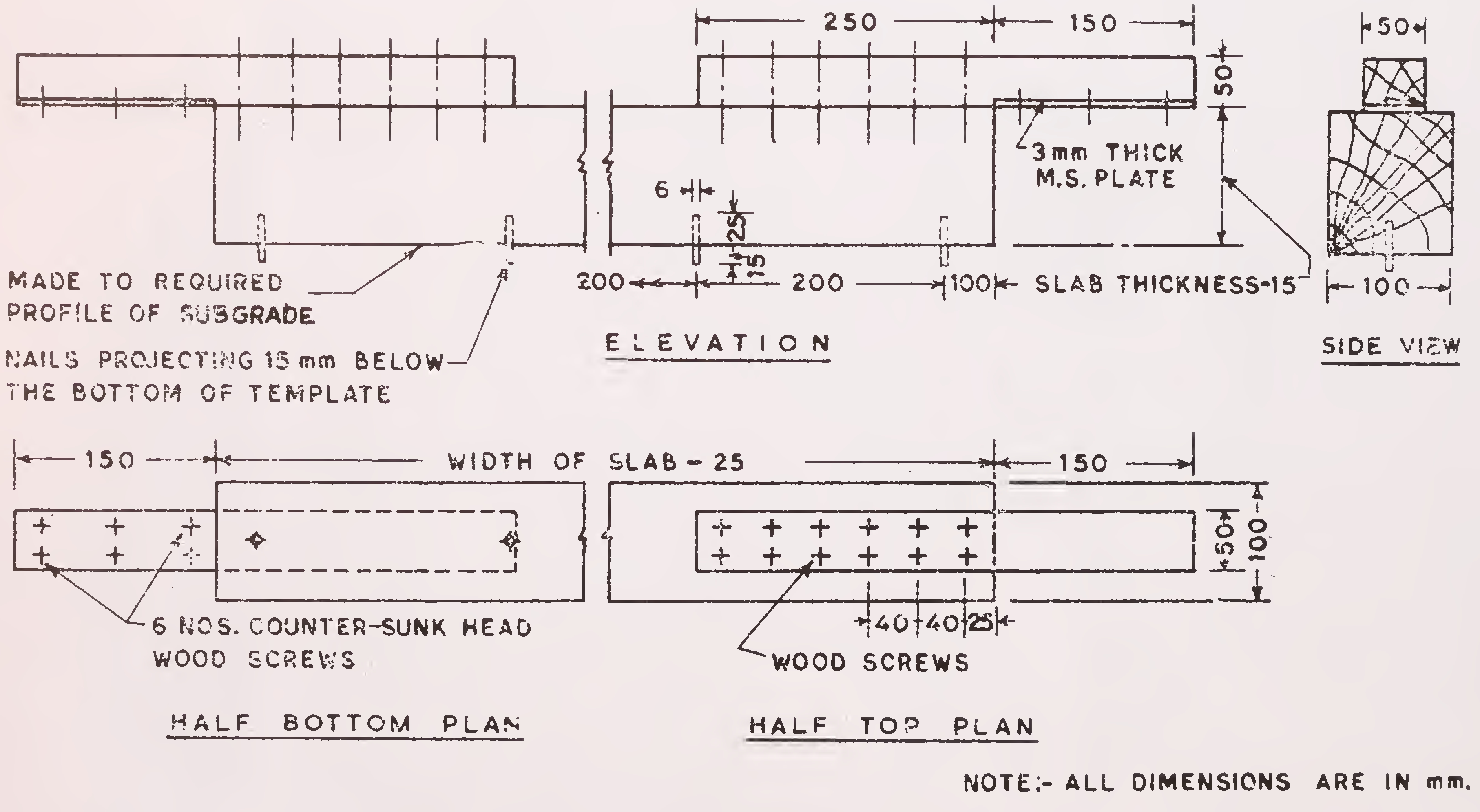
ചിത്രം 3. സ്ക്രാച്ച് ടെംപ്ലേറ്റിന്റെ രൂപകൽപ്പന78
ഹൈവേ നടപ്പാതകളുടെ സായാഹ്നം ”) പട്ടിക 7.1 ൽ സൂചിപ്പിച്ചിരിക്കുന്നു. ഈ ശുപാർശകളുടെ അടിസ്ഥാനത്തിൽ ഇന്ത്യൻ റോഡ് കോൺഗ്രസിന്റെ നിലവിലുള്ള വിവിധ മാനദണ്ഡങ്ങൾ പരിഷ്കരിക്കുന്നു. നിർമ്മാണ സമയത്ത്, ഖണ്ഡിക 7.6 ൽ വിശദീകരിച്ചിരിക്കുന്നതുപോലെ ഉപരിതല തുല്യത നിയന്ത്രിക്കണം. 7.7.
| എസ്ഐ. ഇല്ല. | നിർമ്മാണ തരം | 3 മീറ്റർ നേരായ അരികുള്ള രേഖാംശ പ്രൊഫൈൽ | ക്രോസ് പ്രൊഫൈൽ | |||||
|---|---|---|---|---|---|---|---|---|
| അനുവദനീയമായ പരമാവധി അനുമതി, മില്ലീമീറ്റർ | 300 മീറ്റർ നീളത്തിൽ, മില്ലീമീറ്ററിൽ കൂടുതലായി അനുവദനീയമായ പരമാവധി എണ്ണം നിർദേശങ്ങൾ | കാംബർ ടെംപ്ലേറ്റിന് കീഴിലുള്ള നിർദ്ദിഷ്ട പ്രൊഫൈലിൽ നിന്ന് അനുവദനീയമായ പരമാവധി വ്യതിയാനം, എംഎം | ||||||
| 18 | 16 | 12 | 10 | 6 | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1. | മൺപാത്രം | 24 | 30 | - | - | - | - | 15 |
| 2. | കല്ല് പരിഹരിക്കൽ ബ്രിക്ക് സോളിംഗ് | 20 | - | 30 | - | - | - | 12 |
| 3. | സ്ഥിരതയുള്ള മണ്ണ് | 15 | - | - | 30 | - | - | 12 |
| 4. | ഓവർസൈസ് മെറ്റൽ (40-90 മില്ലീമീറ്റർ വലുപ്പം) ഉള്ള വാട്ടർ ബൗണ്ട് മകാഡം | 15 | - | - | 30 | - | - | 12 |
| 5. | സാധാരണ വലുപ്പത്തിലുള്ള മെറ്റൽ (20-50 മില്ലിമീറ്ററും 40-63 മില്ലീമീറ്റർ വലുപ്പവും) ഉള്ള വാട്ടർ ബൗണ്ട് മകാഡം, നുഴഞ്ഞുകയറ്റ മക്കാഡം അല്ലെങ്കിൽ BUSG ** |
12 | - | - | 30 | - | 8 | |
| 6. | WBM ന് മുകളിലുള്ള ഉപരിതല ഡ്രസ്സിംഗ് (രണ്ട് കോട്ട്) (20-50 മില്ലീമീറ്റർ അല്ലെങ്കിൽ 40-63 മില്ലീമീറ്റർ വലുപ്പമുള്ള മെറ്റൽ), നുഴഞ്ഞുകയറ്റ മക്കാഡം അല്ലെങ്കിൽ BUSG | 12 | - | - | - | 20 | - | 8 |
| 7. | 20-25 മില്ലീമീറ്റർ കട്ടിയുള്ള ഓപ്പൺ ഗ്രേഡുള്ള പ്രീമിക്സ് പരവതാനി | 10 | - | - | - | - | 30 | 6 |
| 8. | ബിറ്റുമിനസ് മകാഡം | 10 | - | - | - | - | 20 @@ | 6 |
| 9. | അസ്ഫാൽറ്റിക് കോൺക്രീറ്റ് | 8 | - | - | - | - | 10 @@ | 4 |
| 10. | സിമൻറ് കോൺക്രീറ്റ് | 8 | - | - | - | - | 10 @@ | 4 |
|
കുറിപ്പുകൾ:
| ||||||||
തിരശ്ചീന പ്രൊഫൈലിന്റെ പരിശോധന സബ്ഗ്രേഡ് ലെവലിൽ നിന്ന് ആരംഭിച്ച് മുകളിലേക്കുള്ള തുടർച്ചയായ ഓരോ ലെയറിനും തുടരണം. കാംബർ ബോർഡുകളുടെ / ടെംപ്ലേറ്റുകളുടെ സഹായത്തോടെയാണ് പരിശോധന നടത്തുന്നത്, അവയിൽ ചില സാധാരണ ഡിസൈനുകൾ അത്തിയിൽ കാണിച്ചിരിക്കുന്നു. 1,2 ഉം 3 ഉം.
ചിത്രം 1 ലെ ടെംപ്ലേറ്റിൽ ക്രമീകരിക്കാവുന്ന റഫറൻസ് പോഡുകൾ ഉള്ളതിനാൽ ആവശ്യമുള്ള ഏത് പ്രൊഫൈലിനും ടെംപ്ലേറ്റ് മുൻകൂട്ടി സജ്ജമാക്കാൻ കഴിയും. ചിത്രം 2, നിർദ്ദിഷ്ട പ്രൊഫൈലുമായി പൊരുത്തപ്പെടുന്നതിന് പരിശോധിക്കുന്നതിനുള്ള ചുവടെയുള്ള ഭാഗം മാറ്റിസ്ഥാപിക്കാവുന്ന ഒരു ടെംപ്ലേറ്റ് കാണിക്കുന്നു. ഈ ഡിസൈനുകൾ സാധാരണയായി ഒറ്റവരി വീതിയിൽ പ്രൊഫൈൽ പരിശോധിക്കുന്നതിനാണ്. ടു-ലെയ്ൻ അല്ലെങ്കിൽ മൾട്ടി-ലെയ്ൻ റോഡുകൾക്കായി, സാധാരണയായി ഓരോ പാതയ്ക്കും ഓരോ ചെക്കിംഗ് പ്രവർത്തനങ്ങൾ വ്യക്തിഗതമായി നടത്തേണ്ടതുണ്ട്. ചിത്രം 3, കോൺക്രീറ്റ് നടപ്പാതകൾക്കായുള്ള അടിത്തറയുടെ കൃത്യത പരിശോധിക്കുന്നതിന് ഉപയോഗിക്കുന്ന സ്ക്രാച്ച് ടെംപ്ലേറ്റിന്റെ രൂപകൽപ്പന ചിത്രീകരിക്കുന്നു.
ഒരു ലെയറിന്റെ പൂർത്തിയായ ഉപരിതലത്തിൽ ശരിയായ തിരശ്ചീന പ്രൊഫൈൽ ലഭിക്കുന്നതിന്, സ്പ്രെഡ് മെറ്റീരിയൽ (കോംപാക്റ്റ് / ഫിനിഷിംഗിന് മുമ്പ്) ആവശ്യമുള്ള പ്രൊഫൈലുമായി കഴിയുന്നത്രയും അനുരൂപമായിരിക്കേണ്ടത് ആവശ്യമാണ്. അതിനാൽ, സ്പ്രെഡ് മെറ്റീരിയലിന്റെ പ്രൊഫൈൽ ടെംപ്ലേറ്റ് / കാംബർ ബോർഡുകൾ ഉപയോഗിച്ച് തുടർച്ചയായി നിയന്ത്രിക്കണം (റോഡ് സെന്റർ ലൈനിന് ലംബമായി സ്ഥാപിച്ചിരിക്കുന്നു). സാധാരണയായി, ഏകദേശം 10 മീറ്റർ ഇടവേളയിൽ മൂന്ന് ടെംപ്ലേറ്റുകളുടെ ഒരു കൂട്ടം ശ്രേണിയിൽ ഉപയോഗിക്കണം. പൂർത്തിയായ ഉപരിതല പരിശോധന പിന്നീട് അതേ വരികളിലായിരിക്കണം. ദൃശ്യരൂപം അമിതമായ വ്യതിയാനം സൂചിപ്പിക്കുന്നിടത്ത് കൂടുതൽ പരിശോധനകൾ നടത്താം.
3 മീറ്റർ നേരായ അരികിൽ അനുവദനീയമായ പരമാവധി ക്രമക്കേട് കണക്കിലെടുത്ത് രേഖാംശ സമത്വം വ്യക്തമാക്കുന്നു. ഒരു ലോഹ നേരായ അരികിലും അളക്കുന്ന വെഡ്ജിനുമായുള്ള സാധാരണ ഡിസൈനുകൾ ചിത്രം 4. ൽ നൽകിയിരിക്കുന്നു. ഉപരിതല തുല്യത പരിശോധിക്കുന്നതും സബ്ഗ്രേഡ് തലത്തിൽ നിന്ന് തന്നെ ആരംഭിക്കണം.
ഉപരിതല അസമത്വം അളക്കുന്നതിന് നേരായ അരികിൽ പാലിക്കേണ്ട നടപടിക്രമങ്ങൾ ഇവിടെ നൽകിയിരിക്കുന്നുഅനുബന്ധം 6.
നേരായ അളവുകൾ മന്ദഗതിയിലുള്ളതും മടുപ്പിക്കുന്നതുമാണ്. നേരായ അരികുകളുടെ യാത്രയും റോളിംഗ് തരവും അതുപോലെ തന്നെ80
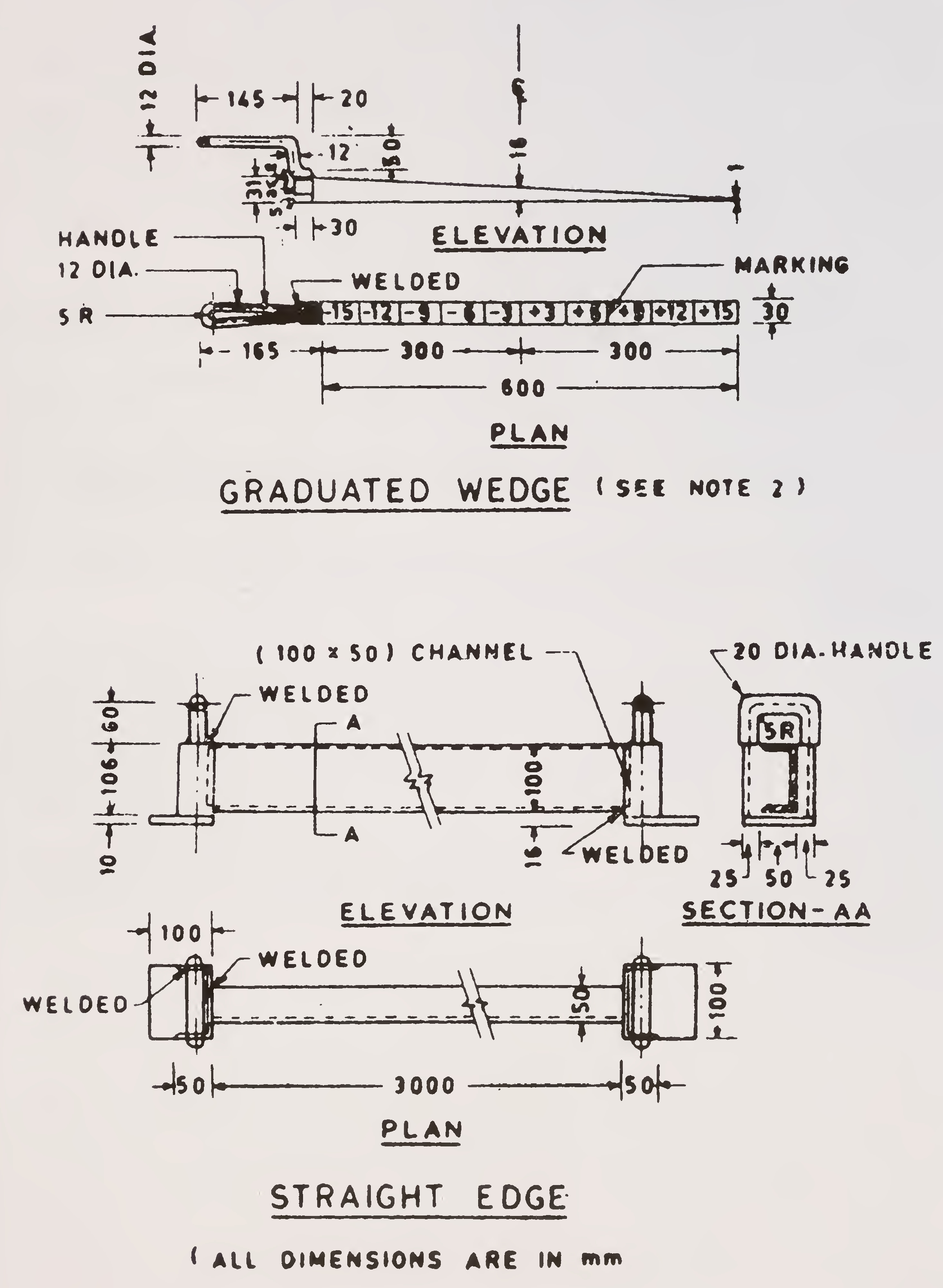
കുറിപ്പ് : വെഡ്ജിന്റെ ഈ രൂപകൽപ്പനയിൽ, ബിരുദങ്ങൾ 15 മില്ലീമീറ്റർ വരെ അടയാളപ്പെടുത്തിയിരിക്കുന്നു. വ്യതിയാനങ്ങൾ വലുതായ സബ്ഗ്രേഡ്, സബ് ബേസുകളിലെ അളവുകൾക്കായി, 25 മില്ലീമീറ്റർ വരെ ബിരുദമുള്ള ഒരു പരിഷ്കരിച്ച വെഡ്ജ് ഉപയോഗിക്കണം.
ചിത്രം 4. നേരായ അരികിലെയും വെഡ്ജിലെയും സാധാരണ രൂപകൽപ്പന81
ഉപരിതല സമാനത നിയന്ത്രിക്കുന്നതിനുള്ള പ്രവർത്തനങ്ങൾ സുഗമമാക്കുന്നതിന് മറ്റ് ചില രാജ്യങ്ങളിൽ മെച്ചപ്പെട്ട ഉപകരണങ്ങൾ വികസിപ്പിച്ചെടുത്തിട്ടുണ്ട്. സെൻട്രൽ റോഡ് റിസർച്ച് ഇൻസ്റ്റിറ്റ്യൂട്ടിൽ വികസിപ്പിച്ച അസമത്വ സൂചകമാണ് ഈ ആവശ്യത്തിനായി ഇന്ത്യയിൽ ലഭ്യമായ ഒരു ഉപകരണം. ഇത് ഒരു യാത്രാ സ്ട്രൈറ്റെഡ്ജ് തരം ഉപകരണമാണ്, ഇത് പരിശോധനയ്ക്കുള്ള ഉപരിതലത്തിനായുള്ള സവിശേഷത അനുസരിച്ച് മുൻകൂട്ടി സജ്ജമാക്കുമ്പോൾ, മണിക്കൂറിൽ 5 കിലോമീറ്റർ വേഗതയിൽ നടക്കാനുള്ള വേഗതയിൽ രണ്ട് തൊഴിലാളികൾ അളക്കുന്നതിന് അനുസരിച്ച് ഇനിപ്പറയുന്ന പ്രവർത്തനങ്ങൾ നടത്തുന്നു:
യൂണിറ്റ് പ്രവർത്തിക്കാൻ ലളിതമാണ്, ഇപ്പോൾ അത് വിപണിയിൽ ലഭ്യമാണ്. സാധ്യമാകുന്നിടത്ത് ഇത് ഉപയോഗിക്കണം.
പട്ടിക 7.1 ന്റെ 4 മുതൽ 8 വരെയുള്ള നിരകളിലെ മാനദണ്ഡം ......... അനുവദനീയമായ പരമാവധി ശരാശരിയേക്കാൾ ഒരു വലുപ്പത്തിന്റെ വളരെയധികം ക്രമക്കേടുകൾ ഇല്ലെന്ന് ഉറപ്പാക്കാനാണ് ഉദ്ദേശിക്കുന്നത്. അനുബന്ധ ക്രമക്കേടുകൾ സംഭവിക്കുമ്പോൾ അവ കണക്കാക്കി 300 മീറ്റർ നീളത്തിൽ അമിതമായി സംഭവിക്കുന്നുണ്ടോയെന്ന് കണ്ടാണ് ഈ പരിശോധന നടത്തുന്നത്. ഓരോ വിഷാദവും / കൊമ്പും ഒരു തവണ മാത്രമേ കണക്കാക്കൂ. ഈ നിയന്ത്രണം നടപ്പിലാക്കുന്നതിന് സ്ട്രെയിറ്റ് എഡ്ജ്, അസമത്വം ഇൻഡിക്കേറ്റർ രീതികൾ അനുയോജ്യമാണ്.82
മറ്റ് നിർമ്മാണ പ്രക്രിയകളെപ്പോലെ റോഡിനും റൺവേ നിർമ്മാണത്തിനും ഉള്ള വസ്തുക്കളിലും രീതികളിലും അന്തർലീനമായ അളവിലുള്ള വ്യതിയാനങ്ങൾ ഉണ്ട് എന്നത് അഭിനന്ദനാർഹമാണ്. ഒരൊറ്റ ഉപ-സ്റ്റാൻഡേർഡ് സാമ്പിളിന്റെ അടിസ്ഥാനത്തിൽ ഒരു നിർമാണത്തെയോ ഒരു വസ്തുവിനെയോ നിരസിക്കുന്നതിനെ സൂചിപ്പിക്കുന്ന തരത്തിലുള്ള സമ്പൂർണ്ണ പദങ്ങളിൽ ഗുണനിലവാരത്തിനുള്ള സ്വീകാര്യത മാനദണ്ഡം ഉള്ളത് വിലയേറിയതും അപ്രായോഗികവുമാണ്. അന്തർലീനമായ വേരിയബിളിറ്റി കാരണം, ഈ വേരിയബിളിനെ പ്രായോഗികമാകുന്നിടത്തോളം പരിമിതപ്പെടുത്തുകയാണ് ഗുണനിലവാര നിയന്ത്രണത്തിന്റെ ലക്ഷ്യം. സ്വീകാര്യത മാനദണ്ഡം സ്റ്റാറ്റിസ്റ്റിക്കൽ വിലയിരുത്തലുകളെ അടിസ്ഥാനമാക്കിയുള്ളതായിരിക്കണം, അതിനാൽ അവ യാഥാർത്ഥ്യബോധമുള്ളവ മാത്രമല്ല, നിയന്ത്രിതവും ഘടനയുടെ രൂപകൽപ്പനയും പ്രകടന ആവശ്യകതകളും അനുസരിച്ച് ആവശ്യമാണ്.
ഗുണനിലവാര ഡാറ്റയുടെ സ്ഥിതിവിവര വിലയിരുത്തലുകൾ ഗുണനിലവാരവുമായി ബന്ധപ്പെട്ട് മുഴുവൻ ഉൽപാദന പ്രക്രിയയുടെയും ശാസ്ത്രീയ വിശകലനം നൽകുന്നു. ഗുണനിലവാര വ്യതിയാനങ്ങളിലെ പൊതുവായ പ്രവണതകൾ അവ ചൂണ്ടിക്കാണിക്കുക മാത്രമല്ല, വ്യതിയാനത്തിന്റെ സംശയാസ്പദമായ കാരണങ്ങൾ തുറന്നുകാട്ടാനും നിർമ്മാണ നിലവാരത്തിൽ ശ്രദ്ധേയമായ പുരോഗതിയിലേക്ക് നയിക്കുകയും ചെയ്യുന്നു.
അരിത്മെറ്റിക് മീഡിയൻ (ശരാശരി എന്നും വിളിക്കുന്നു) നിരീക്ഷണങ്ങളുടെ ആകെത്തുകയാണ് (ശക്തി ഫലങ്ങൾ, പറയുക) അവയുടെ എണ്ണം കൊണ്ട് ഹരിച്ചാൽ:

അടിസ്ഥാന വ്യതിയാനം നിരീക്ഷണങ്ങളുടെ ശരാശരിയിൽ നിന്നുള്ള വ്യതിയാനങ്ങളുടെ ശരാശരിയാണ്. ഇതിന്റെ വർഗ്ഗമൂലമായി നിർവചിച്ചിരിക്കുന്നുവേരിയൻസ് ഇത് ട്രൂവിൽ നിന്നുള്ള ശരാശരി ചതുര വ്യതിയാനമാണ്
ശരാശരി മൂല്യം. സ്റ്റാൻഡേർഡ് ഡീവിയേഷൻ നൽകുന്നത്:

ചുവടെ കൊടുത്തിരിക്കുന്നതുപോലെ കൂടുതൽ സൗകര്യപ്രദമായ ഒരു സൂത്രവാക്യം സാധാരണയായി ഉപയോഗിക്കുന്നു:

ഗുണനഘടകം ശരാശരിയുടെ ശതമാനമായി പ്രകടിപ്പിക്കുന്ന സ്റ്റാൻഡേർഡ് ഡീവിയേഷൻ:

ശ്രേണി സെറ്റിലെ നിരീക്ഷണങ്ങളുടെ ഏറ്റവും വലുതും ചെറുതുമായ മൂല്യങ്ങൾ തമ്മിലുള്ള വ്യത്യാസമാണ്:

| കുറിപ്പുകൾ: | |||
| എക്സ് | = | സെറ്റിലെ ഏതെങ്കിലും മൂല്യം | |
| n | = | സെറ്റിലെ നിരീക്ഷണങ്ങളുടെ മൂല്യങ്ങളുടെ എണ്ണം | |
| x̄ | = | ഗണിത ശരാശരി | |
| ജെ | = | അടിസ്ഥാന വ്യതിയാനം | |
| i | = | ഗുണനഘടകം | |
| ആർ | = | ശ്രേണി | |
സാധാരണ വിതരണ വളവും നിയന്ത്രണ പരിധിയും
പൊതുവായി കോൺക്രീറ്റിലെ ഏതെങ്കിലും പരിശോധനകൾക്കായി ധാരാളം ടെസ്റ്റുകളിൽ നിന്നുള്ള മൂല്യങ്ങൾ പരിഗണിക്കുമ്പോൾ, പ്രത്യേകിച്ചും അതിന്റെ ശക്തി, അവ സാധാരണ ഗ aus സൻ ഡിസ്ട്രിബ്യൂഷൻ കർവ്, ചിത്രം 5, അനുസരിച്ചാണെന്ന് സ്ഥിരീകരിച്ചു. എല്ലാ പ്രായോഗിക ആവശ്യങ്ങളും ശരാശരി മൂല്യത്തിന്റെ ഇരുവശത്തുമുള്ള സ്റ്റാൻഡേർഡ് ഡീവിയേഷന്റെ മൂന്നിരട്ടിയായി കണക്കാക്കാം.
ഒരു നിശ്ചിത സംഖ്യ (N ൽ 1) അല്ലെങ്കിൽ ശതമാനം (p%) മാത്രമുള്ള മൂല്യത്തെ - ടോളറൻസ് ലെവൽ എന്ന് വിളിക്കുന്നു test ടെസ്റ്റ് ഡാറ്റയുടെ താഴെ വീഴുന്നത്,xമിനിറ്റ്- ((x - rj), എവിടെr നിർദ്ദിഷ്ട ടോളറൻസ് ലെവലിനെ ആശ്രയിച്ചിരിക്കുന്ന ഒരു ഘടകമാണ്.
ന്റെ മൂല്യങ്ങൾr വിവിധ ടോളറൻസ് ലെവലുകൾ പട്ടിക 8.1 ൽ നൽകിയിരിക്കുന്നു.86
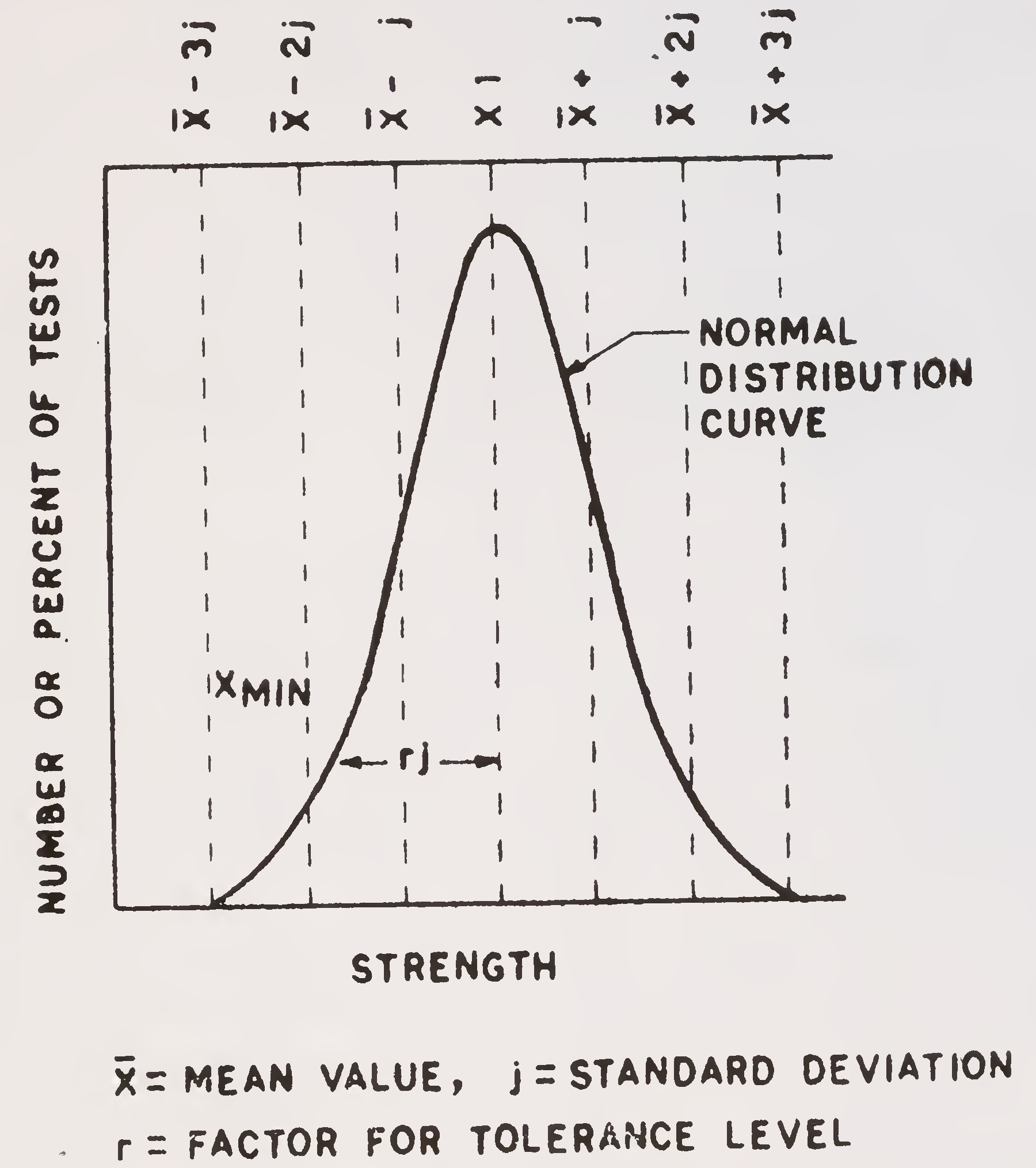
ചിത്രം 5. സാധാരണ വിതരണ വക്രം
നേരെമറിച്ച്, ഒരു നിർദ്ദിഷ്ട മിനിമം ശക്തി ആവശ്യകതയ്ക്കായിxമിനിറ്റ് നൽകിയ ടോളറൻസ് ലെവലിൽ (അതിനാൽr), ശരാശരി മൂല്യംx̄മിക്സ് ഡിസൈൻ ശക്തി കുറഞ്ഞത് x̄ = ആയിരിക്കണംxമിനിറ്റ്+rj. സ്റ്റാൻഡേർഡ് ഡീവിയേഷന്റെ വ്യാപ്തിജെ ഉൽപ്പന്നത്തിന്റെ ഗുണനിലവാരത്തിൽ നേടിയ ഏകീകൃതതയുടെ വ്യാപ്തിയാണ്.
ഉൽപ്പന്നത്തിന്റെ ആവശ്യമുള്ള ഗുണനിലവാരം നിർവ്വചിക്കുന്നത്xമിനിറ്റ് ഒപ്പംr, നേടിയ ഗുണനിലവാരത്തിന്റെ അളവ് x̄ എന്ന അറിവിൽ നിന്ന് വിലയിരുത്തപ്പെടുന്നു,ജെ ഒപ്പംr. (x̄—rj) കൂടാതെ (x̄ +rj) നെ യഥാക്രമം താഴ്ന്ന നിയന്ത്രണ പരിധി (L.C.L.), മുകളിലെ നിയന്ത്രണ പരിധി (U.C.L.) എന്ന് വിളിക്കുന്നു. നിശ്ചിത സവിശേഷത ആവശ്യകതകൾ നിറവേറ്റുമ്പോൾ L.C.L..xമിനിറ്റ്.
ആവശ്യമുള്ള നിയന്ത്രണ മൂല്യങ്ങളുടെ പുരോഗമന പ്ലോട്ടാണ് ഗുണനിലവാര നിയന്ത്രണ പുരോഗതി ചാർട്ട് (ഒരു മാതൃകയ്ക്കായി ചിത്രം 6 കാണുക), ഉദാ.87
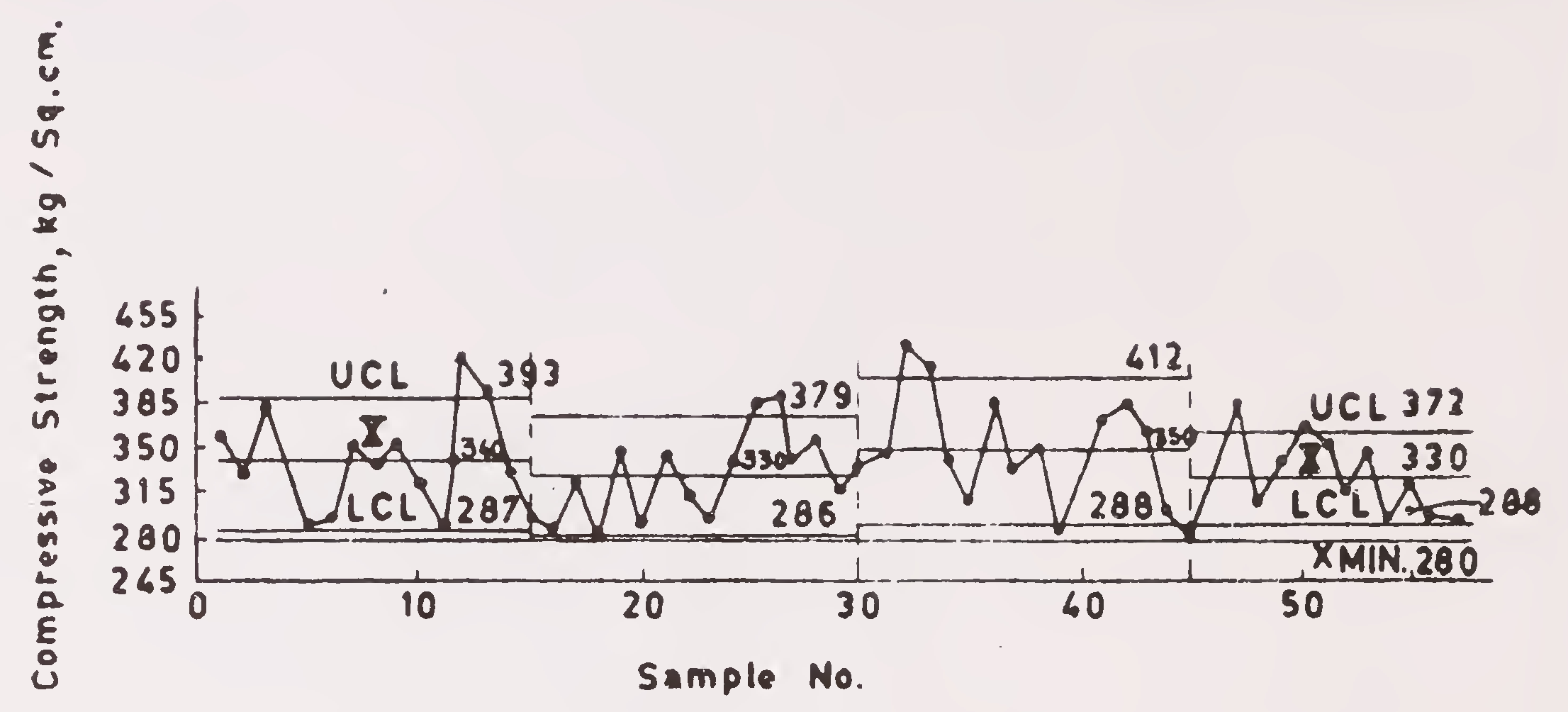
ചിത്രം 6. ശക്തി പരിശോധന ഡാറ്റയ്ക്കായുള്ള പ്രോഗ്രസ് ചാർട്ട്
പരീക്ഷിച്ച സാമ്പിളിന്റെ സീരിയൽ നമ്പറിനെതിരെ ശക്തി. ഗുണനിലവാരത്തിലെ ശരാശരി വ്യതിയാനത്തെക്കുറിച്ചുള്ള പൊതുവായ ആശയം ലഭിക്കുന്നതിന്, ഏതൊരു സാമ്പിളിനും തുടർച്ചയായ അഞ്ച് ടെസ്റ്റുകളുടെ ശരാശരിയായ അഞ്ച് ടെസ്റ്റുകളുടെ ചലിക്കുന്ന ശരാശരി (റഫറൻസിനു കീഴിലുള്ള സാമ്പിളും അതിന് തൊട്ടുമുമ്പുള്ള നാല് സാമ്പിളുകളും ഉൾപ്പെടെ) ചാർട്ടിൽ പ്ലോട്ട് ചെയ്യുന്നു. X, U.C.L. ഒപ്പം L.C.L. നിശ്ചിത എണ്ണം സാമ്പിളുകൾക്കും വ്യക്തമാക്കിയതിനുംxമിനിറ്റ് വരയ്ക്കുകയും ചെയ്യുന്നു. പുരോഗതി ചാർട്ട് ആവശ്യമുള്ള ഗുണനിലവാരം കൈവരിക്കുന്നുണ്ടോ ഇല്ലയോ എന്ന് ഒറ്റനോട്ടത്തിൽ കാണാൻ പ്രാപ്തമാക്കുന്നു.
| നിർദ്ദിഷ്ട മിനിമം മൂല്യത്തിന് താഴെയായി സഹിക്കാൻ കഴിയുന്ന ടെസ്റ്റ് മൂല്യങ്ങളുടെ വ്യാപ്തി കണക്കിലെടുത്ത് ആത്മവിശ്വാസ നില | r * |
|---|---|
| 3.20 ൽ 1 (31%) | 0.5 |
| 6.25 ൽ 1 (16%) | 1.0 |
| 10.00 ൽ 1 (10%) | 1.28 |
| 15.40 ൽ 1 (6.5%) | 1.5 |
| 40.00 ൽ 1 (2.5%) | 2.0 |
| 100.00 ൽ 1 (1.0%) | 2.33 |
| 666.00 ൽ 1 (0.15%) | 3.00 |
| * അനന്തമായ സാമ്പിളുകളുമായി പൊരുത്തപ്പെടുന്നതും പ്രധാന കോൺക്രീറ്റിംഗ് ജോലികൾക്ക് അപേക്ഷിക്കാൻ ഉചിതവുമാണ്. ചെറിയ എണ്ണം സാമ്പിളുകൾക്കായി r മൂല്യം സാധാരണ റഫറൻസ് പുസ്തകങ്ങളിൽ കാണാംIRC: 44-1972. | |
ഒരു നിർമ്മാണ പദ്ധതിയിൽ നിന്നുള്ള കോൺക്രീറ്റ് ക്യൂബുകളുടെ 28 ദിവസത്തെ കംപ്രസ്സീവ് കരുത്തിന്റെ ഡാറ്റ പട്ടിക 8.2 ൽ നൽകിയിരിക്കുന്നു.88
(1, 2 നിരകൾ). വ്യക്തമാക്കിയ ഏറ്റവും കുറഞ്ഞ കോൺക്രീറ്റ് ദൃ .തxമിനിറ്റ് പദ്ധതിയിൽ ചതുരശ്ര 280 കിലോഗ്രാം ആയിരുന്നു. സെന്റിമീറ്റർ, ടോളറൻസ് ലെവൽ 10 ൽ 1 (r= 1.28).
| എസ്. | കംപ്രസ്സീവ് കരുത്ത് കിലോഗ്രാം / ച. സെമി
x |
തുടർച്ചയായ 5 ശക്തി ഫലങ്ങളുടെ ശരാശരി ചലനം കിലോഗ്രാം / ചതുരശ്ര. സെമി | വ്യതിയാനം (x - x̄) കിലോഗ്രാം / ച. സെമി |
(x—X̄)2 |
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 |
| 1. | 360 | 20 | 400 | |
| 2. | 330 | —10 | 100 | |
| 3. | 385 | 45 | 2025 | |
| 4. | 340 | - | - | |
| 5. | 290 | 330 | —50 | 2500 |
| 6. | 295 | 310 | -45 | 2025 |
| 7. | 350 | 330 | 10 | 100 |
| 8. | 340 | 320 | - | _ |
| 9. | 350 | 330 | 10 | 100 |
| 10. | 320 | 330 | —20 | 400 |
| 11. | 280 | 330 | —60 | 3600 |
| 12. | 420 | 340 | 80 | 6400 |
| 13. | 400 | 350 | 60 | 3600 |
| 14. | 330 | 350 | - 10 | 100 |
| 15. | 295 | 350 | —45 | 2025 |
| 16. | 290 | 350 | —50 | 2500 |
| 17. | 325 | 330 | —15 | 225 |
| 18. | 275 | 3.00 | -65 | 4225 |
| 19. | 350 | 310 | 10 | 100 |
| 20. | 280 | 300 | -60 | 3600 |
| 21. | 345 | 320 | 5 | 25 |
| 22. | 315 | 310 | —25 | 625 |
| 23. | 295 | 320 | -45 | 2025 |
| 24. | 340 | 310 | - | _ |
| 25. | 385 | 340 | 45 | 2025 |
| 26. | 400 | 350 | 60 | 3600 |
| 27. | 340 | 350 | - | _ |
| 28. | 360 | 370 | 20 | 400 |
| 29. | 315 | 360 | —25 | 625 |
| 30. | 340 | 350 | - | _ |
| 31. | 345 | 340 | 5 | 25 |
| 32. | 440 | 360 | 100 | 10000 |
| 33. | 420 | 370 | 80 | 6400 |
| 34. | 340 | 370 | - | _ |
| 35. | 310 | 370 | —30 | 900 |
| 36. | 385 | 380 | 45 | 2025 |
| 37. | 330 | 360 | —10 | 100 |
| 38. | 350 | 340 | 10 | 100 |
| 39. | 280 | 330 | -60 | 3600 |
| 40. | 330 | 340 | - 10 | 100 |
| 41. | 370 | 330 | 30 | 900 |
| 42. | 385 | 340 | 45 | 202589 |
| 43. | 365 | 350 | 25 | 625 |
| 44. | 300 | 350 | —40 | 1600 |
| 45. | 280 | 340 | -60 | 3600 |
| 46. | 330 | 330 | —10 | 100 |
| 47 | 385 | 330 | 45 | 2025 |
| 48. | 300 | 320 | —40 | 1600 |
| 49. | 340 | 330 | - | - |
| 50. | 370 | 340 | 30 | 900 |
| 51. | 360 | 340 | 20 | 400 |
| 52. | 315 | 330 | -25 | 625 |
| 53. | 345 | 340 | 5 | 25 |
| 54. | 295 | 330 | —45 | 2025 |
| 55. | 320 | 330 | -20 | 400 |
| 56. | 295 | 310 | -45 | 2025 |
| 57. | 295 | 310 | -45 | 2025 |
| X = 19220 | (X-x̄)2= 87505 | |||
(1) നിശ്ചിത സവിശേഷത ആവശ്യകതകൾ നിറവേറ്റുന്നുണ്ടോയെന്ന് പരിശോധിക്കുക
വിവിധ സ്റ്റാറ്റിസ്റ്റിക്കൽ പാരാമീറ്ററുകൾ കണക്കാക്കുന്നതിനുള്ള ഡാറ്റയുടെ പട്ടിക പട്ടിക 8.2 ൽ കാണിച്ചിരിക്കുന്നു.
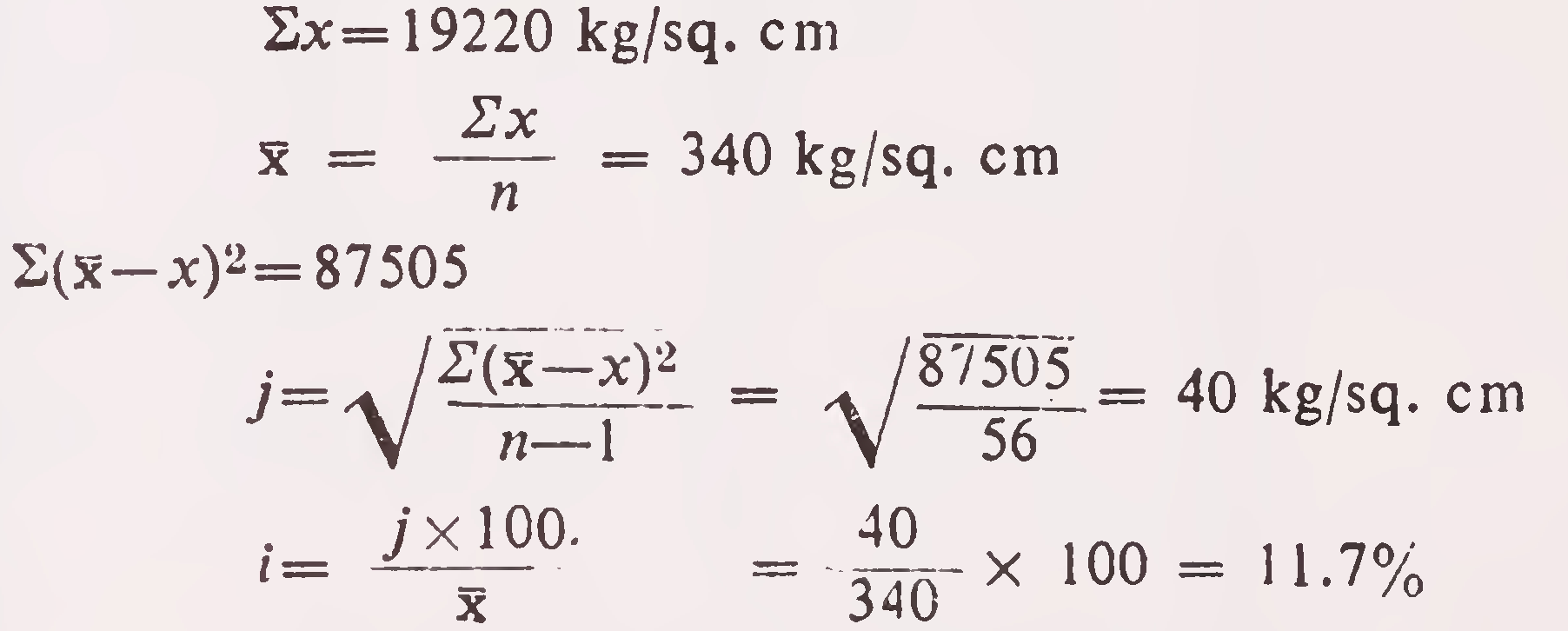
L.C.L. = x̄—rj = 340—1.28 × 40 = 288.8 കിലോഗ്രാം / ച. സെമി
L.C.L.> ആയി×മിനിറ്റ് സ്പെസിഫിക്കേഷൻ ആവശ്യകതകൾ നിറവേറ്റുന്നു.
(2) നിർദ്ദിഷ്ട കോൺക്രീറ്റിനായി യഥാർത്ഥത്തിൽ നേടിയ ടോളറൻസ് ലെവൽ കണക്കാക്കുക
അതിനാൽ ടോളറൻസ് ലെവൽ 15.40 ൽ 1 ആണ് (പട്ടിക 8.1.).
(3) ഈ ഡാറ്റ ഉപയോഗിച്ച് ഒരു ഗുണനിലവാര നിയന്ത്രണ പുരോഗതി ചാർട്ട് നിർമ്മിക്കുക
പ്രോഗ്രസ് ചാർട്ട് ചിത്രം 6 ൽ കാണിച്ചിരിക്കുന്നു.90
പട്ടിക 8.3. പ്രോജക്റ്റിനായുള്ള മൊത്തം ഗ്രേഡേഷൻ ഡാറ്റ കാണിക്കുന്നു. ഒരു നിശ്ചിത അഗ്രഗേറ്റ് ഗ്രേഡേഷൻ അനുസരിച്ച് ഒരു ആത്മവിശ്വാസ നില കൈവരിക്കേണ്ടതുണ്ട്r = 2, കൂടാതെ മൊത്തം സാമ്പിളുകളിൽ പ്രവർത്തിക്കുന്ന ഗ്രേഡേഷൻ ടെസ്റ്റുകളുടെ ഫലങ്ങൾ ഈ പട്ടികയിൽ കാണിച്ചിരിക്കുന്നു.
(1) നിശ്ചയിച്ചിട്ടുണ്ടോയെന്ന് പരിശോധിക്കുക
സ്പെസിഫിക്കേഷൻ ആവശ്യകതകൾ നിറവേറ്റുന്നു
ഘട്ടം I. ഓരോ അരിപ്പ വലുപ്പത്തിനും, x̄, j, L.C.L. ഒപ്പം യു.സി.എൽ. വ്യക്തിഗതമായി.
| L.C.L. | = | x̄ - rj |
| യു.സി.എൽ. | = | x̄ + rj |
ഈ ഡാറ്റ പട്ടിക 8.3 ലും പട്ടികപ്പെടുത്തിയിട്ടുണ്ട്.
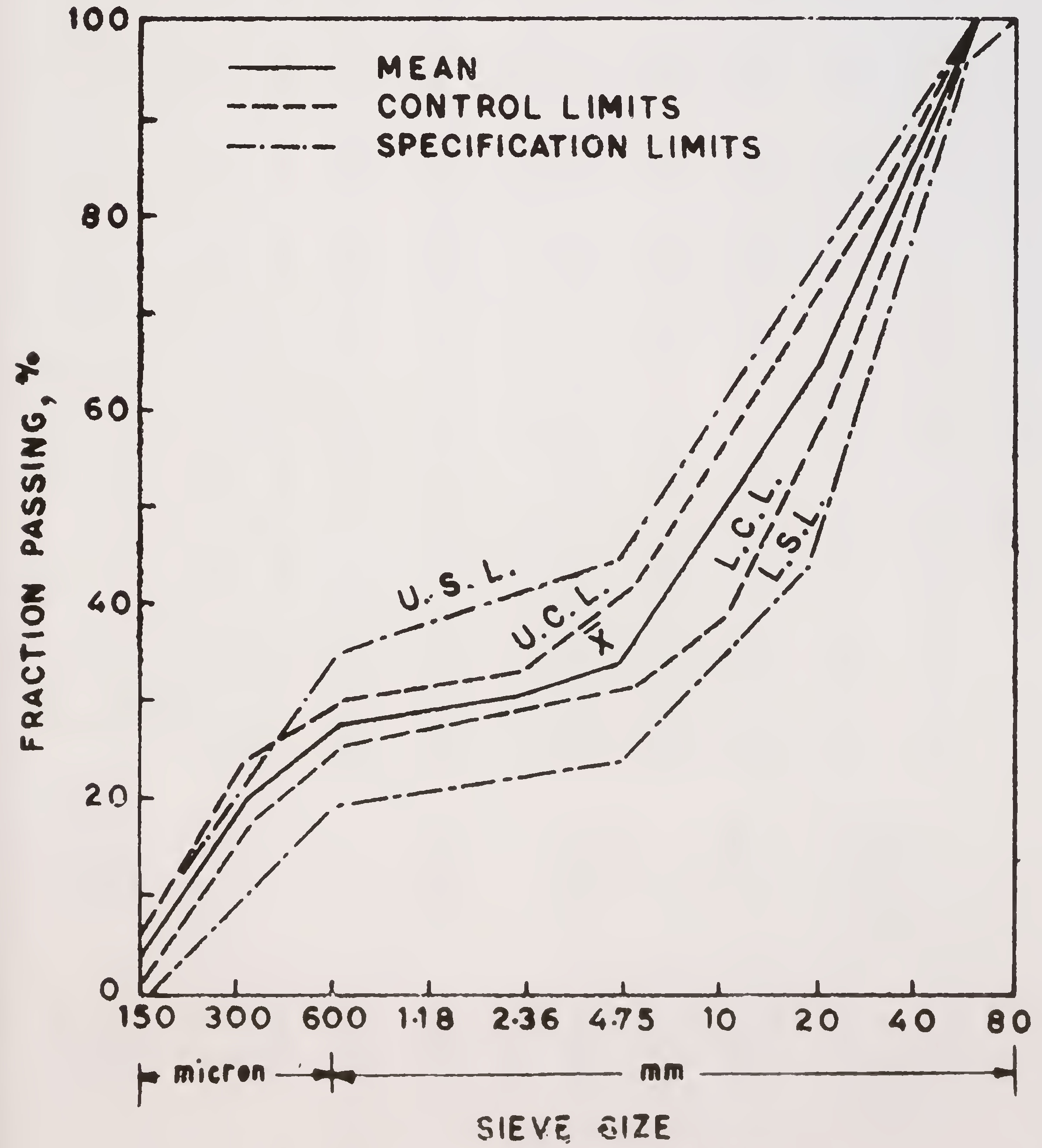
ചിത്രം 7. മൊത്തം ഗ്രേഡിംഗിനായുള്ള നിയന്ത്രണ ചാർട്ട്91
| ഐ.എസ്. അരിപ്പയുടെ വലുപ്പം | സവിശേഷത പരിധി (% കടന്നുപോകുന്നു) | ടെസ്റ്റ് സാമ്പിളുകൾക്കായി അരിപ്പ വിശകലനം (% പാസിംഗ്, x) | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (1) | (2) | (3) | (4) | (5) | (6) | (7) | (8) | (9) | (10) | (11) | (12) | (13) | (14) | (15) | ||
| 50 എംഎം | 95—100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| 40 എംഎം | - | 86.1 | 85.9 | 84.2 | 85.5 | 81.5 | 85.4 | 85.1 | 84.8 | 85.3 | 83.5 | 82 6 | 83.7 | 84.2 | 82.9 | 81.9 |
| 20 എംഎം | 45—75 | 71.2 | 66.7 | 64.3 | 61.9 | 64.9 | 68.0 | 68.1 | 65.1 | 64.1 | 59.4 | 62.7 | 60.7 | 57.5 | 68.2 | 69.2 |
| 10 മില്ലീമീറ്റർ | - | 55.4 | 49.5 | 47.8 | 47.5 | 53.9 | 50.3 | 54.4 | 42.0 | 48.0 | 53.4 | 50.1 | 46.9 | 42.0 | 48.1 | 54.7 |
| 4.75 മി.മീ. | 25—45 | 38.0 | 36.6 | 35.8 | 37.0 | 39.0 | 35.3 | 38.8 | 33.1 | 35.6 | 36.1 | 38.3 | 35.4 | 33.8 | 33.8 | 38.5 |
| 2.36 മി.മീ. | - | 32.2 | 33.0 | 31.5 | 32.6 | 32.3 | 32.3 | 32.5 | 32.4 | 32.5 | 33.2 | 33.1 | 30.8 | 32.0 | 30.2 | 33.7 |
| 1.18 മി.മീ. | - | 30.4 | 30.5 | 28.9 | 29.7 | 29.0 | 30.2 | 30.6 | 31.5 | 30.7 | 30.9 | 30.5 | 28.0 | 30.7 | 28.0 | 31.0 |
| 600 മൈക്രോൺ | 20-30 | 28.4 | 28.6 | 26.9 | 27.5 | 27.4 | 28.3 | 28.6 | 30.7 | 29.5 | 28.6 | 28.4 | 26.4 | 29.0 | 26.1 | 29.7 |
| 300 മൈക്രോൺ | - | 19.6 | 19.2 | 18.6 | 20.1 | 19.3 | 20.7 | 19.7 | 24.7 | 22.9 | 20.4 | 20.5 | 19.5 | 21.2 | 18.6 | 23.3 |
| 150 മൈക്രോൺ | 0-6 | 2.4 | 2.7 | 2.9 | 5.7 | 3.0 | 3.7 | 5.7 | 4.2 | 6.3 | 6.2 | 4.4 | 3.1 | 2.9 | 3.5 | 3.792 |
| ഐ.എസ്. അരിപ്പയുടെ വലുപ്പം | സവിശേഷത പരിധി (% കടന്നുപോകുന്നു) | ടെസ്റ്റ് സാമ്പിളുകൾക്കായി അരിപ്പ വിശകലനം (% പാസിംഗ്, x) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (16) | (17) | (18) | (19) | (20) | (21) | (22) | (23) | (24) | (25) | x̄ | ജെ യു.സി.എൽ. x̄ + 2j |
L.C.L. x̄-2j | |||
| 50 എംഎം | 95—100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 0 | 100 | 100 |
| 40 എംഎം | - | 82.2 | 86.2 | 87.1 | 85.6 | 84.3 | 83.1 | 82.6 | 84.0 | 83.8 | 87.8 | 84.4 | 1.6 | 87.6 | 81.2 |
| 20 എംഎം | 15—75 | 70.2 | 64.1 | 67.2 | 64.2 | 65.9 | 68.8 | 68.9 | 61.2 | 68.2 | 65.0 | 65.4 | 2.5 | 72.4 | 58.4 |
| 10 മില്ലീമീറ്റർ | - | 60.0 | 47.8 | 50.7 | 42.9 | 42.0 | 52.8 | 39.2 | 43.9 | 50.2 | 43.2 | 48.7 | 5.1 | 58.9 | 38.5 |
| 4.75 മി.മീ. | 25—45 | 40.5 | 34.6 | 37.1 | 33.7 | 32.0 | 36.2 | 32.6 | 33.6 | 35.3 | 32.4 | 35.7 | 2.3 | 40.3 | 31.1 |
| 2.36 മി.മീ. | - | 32.6 | 31.7 | 31.3 | 31.0 | 30.3 | 31.9 | 30.4 | 30.5 | 31.5 | 30.6 | 31.8 | 1.0 | 33.8 | 29.8 |
| 1.18 മി.മീ. | - | 28.6 | 30.0 | 28.8 | 29.1 | 28.8 | 30.2 | 28.2 | 27.2 | 29.8 | 28.8 | 29.6 | 1.1 | 31.8 | 27.4 |
| 600 മൈക്രോൺ | 20-30 | 27.1 | 28.7 | 27.3 | 27.6 | 27.4 | 29.1 | 26.6 | 24.7 | 28.6 | 27.0 | 27.9 | 1 3 | 30.5 | 25.3 |
| 300 മൈക്രോൺ | - | 19.4 | 21.3 | 17.2 | 18.6 | 18.9 | 17.7 | 21.4 | 18.2 | 16.1 | 17.2 | 19.8 | 2.0 | 23.8 | 15.8 |
| 150 മൈക്രോൺ | 0—6 | 2.7 | 2.2 | 1.2 | 2.2 | 1.9 | 2.0 | 4.7 | 4.5 | 2.0 | 1.7 | 3.4 | 1.6 | 6.6 | 0.293 |
ഘട്ടം II.നിശ്ചിത ഗ്രേഡേഷൻ സോണിന്റെ പ്ലോട്ടിൽ, പ്ലോട്ട് x̄. X̄ സോണിനുള്ളിലാണെങ്കിൽ, പ്ലോട്ട് L.C.L. ഒപ്പം യു.സി.എൽ. രണ്ടും L.C.L. ഒപ്പം യു.സി.എൽ. നിശ്ചിത മേഖലയ്ക്കുള്ളിൽ കിടക്കുക, സവിശേഷത പാലിക്കുന്നു. യഥാർത്ഥ പ്ലോട്ട് ചിത്രം 7 ൽ കാണിച്ചിരിക്കുന്നു. അരിപ്പ എണ്ണം 300, 600 മൈക്രോൺ ഒഴികെ സ്പെസിഫിക്കേഷൻ ആവശ്യകതകൾ നിറവേറ്റുന്നതായി കാണാം, ഇതിനായി യു.എൽ.സി. നിശ്ചിത മേഖലയ്ക്കുള്ളിൽ ഉൾപ്പെടുന്നില്ല.94
അനുബന്ധം 1
ടെക്സ്റ്റിൽ പരാമർശിച്ചിരിക്കുന്ന ഇന്ത്യൻ റോഡുകളുടെ സ്റ്റാൻഡേർഡ് സ്പെസിഫിക്കേഷനുകളുടെ പട്ടിക
| Number of Standard | Title |
| IRC : 14-1977 | Recommended, practice for 2 cm thick bitumen and tar carpets (First Revision) |
| IRC : 15—1981 | Standard specifications and code of practice for construction of concrete roads (First Revision) |
| IRC : 17—1965 | Tentative specification for single coat bituminous surface dressing |
| IRC : 19—1977 | Standard specifications and code of practice for water bound macadam (First Revision) |
| IRC : 20—1966 | Recommended practice for bituminous penetration macadam (full grout) (First Revision) |
| IRC : 23-1966 | Tentative specification for two coat bituminous surface dressing |
| IRC : 27—1967 | Tentative specification for bituminous macadam (base and binder course) |
| IRC : 29—1968 | Tentative specification for 4 cm asphaltic concrete surface course |
| IRC : 36-1970 | Recommended practice for the construction of earth embankments for road works |
| IRC : 43—1972 | Recommended practice for tools, equipments and appliances for concrete pavement construction |
| IRC : 44—1976 | Tentative guidelines for cement concrete mix design for road pavements (For non—air entrained and continuously graded concrete) (First Revision) |
| IRC : 47—1972 IRC : 48-1972 | Tentative specification for built-up spray grout Tentative specification for bituminous surface dressing using precoated aggregates |
| IRC : 57-1974 | Recommended practice for sealing of joints in concrete pavements |
| IRC : 59—1976 | Tentative guidelines tor design of gap graded cement concrete mixes for road pavements |
| IRC : 61 — 1976 | Tentative guidelines for the construction of cement concrete pavements in hot-weather |
| IRC SP : 16—1977 | Surface evenness of highway pavements |
അനുബന്ധം 2
ടെക്സ്റ്റിൽ സൂചിപ്പിച്ചിരിക്കുന്ന ഇന്ത്യൻ സ്റ്റാൻഡേർഡുകളുടെയും മറ്റ് ബോഡികളുടെയും ബ്യൂറോയുടെ ടെസ്റ്റ് സ്റ്റാൻഡേർഡുകളുടെ പട്ടിക
| സ്റ്റാൻഡേർഡിന്റെ എണ്ണം | ശീർഷകം |
| IS: 215—1961 | റോഡ് ടാർ (പുതുക്കിയത്) |
| IS: 217-1961 | കട്ട്ബാക്ക് ബിറ്റുമെൻ (പുതുക്കിയത്) |
| IS: 269—1967 | സാധാരണ, ദ്രുത-കാഠിന്യം, കുറഞ്ഞ ചൂട് പോർട്ട്ലാന്റ് സിമൻറ് (രണ്ടാമത്തെ പുനരവലോകനം) |
| IS: 454-1961 | ഡിഗ്ബോയ് തരം കട്ട്ബാക്ക് ബിറ്റുമെൻ (പുതുക്കിയത്) |
| IS: 455-1967 | പോർട്ട്ലാന്റ് സ്ഫോടന ചൂള സ്ലാഗ് സിമൻറ് (രണ്ടാം പുനരവലോകനം) |
| IS: 456-1964 | പ്ലെയിൻ, റിൻഫോഴ്സ്ഡ് കോൺക്രീറ്റിനായുള്ള പ്രാക്ടീസ് കോഡ് (രണ്ടാം പുനരവലോകനം) |
| IS: 460—1962 | ടെസ്റ്റ് സിവുകൾ (പുതുക്കിയത്) |
| IS: 516—1959 | കോൺക്രീറ്റിന്റെ കരുത്തിനായുള്ള പരീക്ഷണ രീതികൾ |
| IS: 1199-1955 | കോൺക്രീറ്റിന്റെ സാമ്പിളിംഗിന്റെയും വിശകലനത്തിന്റെയും രീതികൾ |
| IS: 1203-1958 | നുഴഞ്ഞുകയറ്റം നിർണ്ണയിക്കൽ (ടാർ, ബിറ്റുമെൻ ഉൽപ്പന്നങ്ങൾ പരീക്ഷിക്കുന്നതിനുള്ള നടപടിക്രമം) |
| IS: 1489—1967 | പോർട്ട്ലാന്റ്-പോസോലാന സിമൻറ് (ആദ്യ പുനരവലോകനം) |
| IS: 1514—1959 | ദ്രുത കുമ്മായം, ഹൈഡ്രേറ്റഡ് കുമ്മായം എന്നിവയ്ക്കുള്ള സാമ്പിൾ, ടെസ്റ്റ് രീതികൾ |
| IS: 1834—1961 | സീലിംഗ് സംയുക്തങ്ങൾ, കോൺക്രീറ്റിലെ സന്ധികൾക്കായി ചൂടുള്ള പ്രയോഗം |
| IS: 2386 | കോൺക്രീറ്റിനായുള്ള അഗ്രഗേറ്റുകൾക്കായുള്ള പരീക്ഷണ രീതികൾ |
| (ഭാഗം I) —1963 | കഷണ വലുപ്പവും രൂപവും |
| (ഭാഗം II) —1963 | വിനാശകരമായ വസ്തുക്കളുടെയും ജൈവ മാലിന്യങ്ങളുടെയും കണക്കാക്കൽ |
| (ഭാഗം III) —1963 | നിർദ്ദിഷ്ട ഗുരുത്വാകർഷണം, സാന്ദ്രത, ശൂന്യത, ആഗിരണം, ബൾക്കിംഗ് |
| (ഭാഗം IV) —1963 | മെക്കാനിക്കൽ പ്രോപ്പർട്ടികൾ |
| (ഭാഗം V) —1963 | ശബ്ദം |
| (ഭാഗം VII) —1963 | 'ക്ഷാര-മൊത്തം പ്രതിപ്രവർത്തനം' |
| IS: 2505—1968 | കോൺക്രീറ്റ് വൈബ്രേറ്ററുകൾ, നിമജ്ജന തരം |
| IS: 2506—1964 | സ്ക്രീഡ് ബോർഡ് കോൺക്രീറ്റ് വൈബ്രേറ്ററുകൾ |
| IS: 2514—1963 | കോൺക്രീറ്റ് വൈബ്രേറ്റിംഗ് പട്ടികകൾ |
| IS: 2720 | മണ്ണിനായുള്ള പരീക്ഷണ രീതികൾ |
| (ഭാഗം II) —1973 | ജല ഉള്ളടക്കത്തിന്റെ നിർണ്ണയം (രണ്ടാമത്തെ പുനരവലോകനം) |
| (ഭാഗം IV) —1975 | ധാന്യ വലുപ്പ വിശകലനം |
| (ഭാഗം V) 701970 | ദ്രാവക, പ്ലാസ്റ്റിക് പരിധികളുടെ നിർണ്ണയം (ആദ്യ പുനരവലോകനം) |
| (ഭാഗം VII) -1974 | ലൈറ്റ് കോംപാക്ഷൻ ഉപയോഗിച്ച് ജലത്തിന്റെ ഉള്ളടക്ക-വരണ്ട സാന്ദ്രത ബന്ധം നിർണ്ണയിക്കുക |
| (ഭാഗം VIII) —1974 | കനത്ത കോംപാക്ഷൻ ഉപയോഗിച്ച് ജലത്തിന്റെ ഉള്ളടക്ക-വരണ്ട സാന്ദ്രത ബന്ധം നിർണ്ണയിക്കുക |
| (ഭാഗം X) —1973 | സ്ഥിരീകരിക്കാത്ത കംപ്രസ്സീവ് ശക്തിയുടെ നിർണ്ണയം (ആദ്യ പുനരവലോകനം) |
| (ഭാഗം XVI) —1965 | സി.ബി.ആറിന്റെ ലബോറട്ടറി നിർണ്ണയം. |
| (ഭാഗം XXVII) —1968 | ആകെ ലയിക്കുന്ന സൾഫേറ്റുകളുടെ നിർണ്ണയം |
| (ഭാഗം XXVIII) -1974 | മണ്ണിന്റെ വരണ്ട സാന്ദ്രത നിർണ്ണയിക്കുക, മണൽ മാറ്റിസ്ഥാപിക്കൽ രീതിയുടെ സ്ഥാനത്ത് (ആദ്യ പുനരവലോകനം) |
| IS: 3495-1973 | കളിമൺ നിർമ്മാണ ഇഷ്ടികകൾക്കായുള്ള പരീക്ഷണ രീതി (ആദ്യ പുനരവലോകനം) |
| IS: 4098-1967 | നാരങ്ങ - പോസോലാന മിശ്രിതം |
| IS: 6241—1971 | റോഡ് അഗ്രഗേറ്റിന്റെ സ്ട്രിപ്പിംഗ് മൂല്യം നിർണ്ണയിക്കുന്നതിനുള്ള പരീക്ഷണ രീതി |
| ഒരു STM.D-1138-1952 | ഹബാർഡ്-ഫീൽഡ് അപ്പാരറ്റസ് വഴി മികച്ച മൊത്തം ബിറ്റുമിനസ് മിശ്രിതങ്ങളുടെ പ്ലാസ്റ്റിക് ഒഴുക്കിനെ പ്രതിരോധിക്കാനുള്ള പരിശോധന |
| ASTM D-1559—1965 | മാർഷൽ ഉപകരണം ഉപയോഗിച്ച് ബിറ്റുമിനസ് മിശ്രിതങ്ങളുടെ പ്ലാസ്റ്റിക് ഒഴുക്കിനെ പ്രതിരോധിക്കാനുള്ള പരിശോധന99 |
അനുബന്ധം 3
സ്റ്റേറ്റ് സെൻട്രൽ ലബോറട്ടറികളിൽ നൽകേണ്ട ഉപകരണങ്ങളുടെ ഏകീകൃത പട്ടിക
| എസ്. | ഉപകരണങ്ങൾ | നമ്പർ ആവശ്യമാണ് | |
| 1 | 2 | 3 | |
| എ. | പൊതു ഉപകരണങ്ങൾ | ||
| (i) റിംഗ് തെളിയിക്കുന്ന ഉയർന്ന സംവേദനക്ഷമത | 100 കിലോ കപ്പാസിറ്റി | 2 | |
| (ii) | 200 കിലോ ap ശേഷി | 2 | |
| (ഹായ്) | 500 കിലോ കപ്പാസിറ്റി | 2 | |
| (iv) | 1000 കിലോ കപ്പാസിറ്റി | 1 | |
| (v) | 2000 കിലോ കപ്പാസിറ്റി | 1 | |
| 2. | ഗേജുകൾ ഡയൽ ചെയ്യുക | ||
| (i) 12 മില്ലീമീറ്റർ യാത്ര | .6 | ||
| (ii) 25 മില്ലീമീറ്റർ യാത്ര | 6 | ||
| 3. | ബാലൻസ് | ||
| (i) 7 കിലോ ശേഷി - കൃത്യത 1 ഗ്രാം | 1 | ||
| (ii) 500 ഗ്രാം ശേഷി - കൃത്യത 0.001 ഗ്രാം | 2 | ||
| (iii) കെമിക്കൽ ബാലൻസ് - 100 ഗ്രാം. കൃത്യത 0.0001 ഗ്രാം | 1 | ||
| (iv) പാൻ ബാലൻസ് kg 5 കിലോ ശേഷി | 1 | ||
| (v) ശാരീരിക ബാലൻസ് - 0.001 ഗ്രാം കൃത്യത | 2 | ||
| (vi) പ്ലാറ്റ്ഫോം സ്കെയിൽ c 5 cwt. ശേഷി | |||
| 4. | ഓവനുകൾ: വൈദ്യുതപരമായി പ്രവർത്തിക്കുന്ന, തെർമോസ്റ്റാറ്റിക്കലി നിയന്ത്രിത | ||
| (i) 110 ° C- സംവേദനക്ഷമത 1. C വരെ | |||
| (ii) വലുപ്പം 24 "x 16" x 14 " | 2 | ||
| (iii) 400 ° F വരെ ഭ്രമണം ചെയ്യുന്ന തരം heating ചൂടാക്കൽ ബിറ്റുമെൻ നഷ്ടം നിർണ്ണയിക്കുക | 1 | ||
| 5. | അരിപ്പ | ||
| (i) ബി.എസ്. Sieves - size - 18 "dia. 3", 2 ", 1½", ¾ ", 2" | 1 സെറ്റ് | ||
| (ii) ബി.എസ്. Sieves-8 "dia. 7, 14, 25, 36, 52, 72, 100, 170 & 200 | 1 സെറ്റ് | ||
| 6. | 8 ", 12" ഡയ എടുക്കാൻ കഴിവുള്ള സീവ് ഷേക്കർ. sieves— ടൈം സ്വിച്ച് അസംബ്ലി ഉപയോഗിച്ച് വൈദ്യുതമായി പ്രവർത്തിക്കുന്നു | 1 | |
| 7. | വളയങ്ങൾ തെളിയിക്കുന്നു | ||
| (i) 400 പ .ണ്ട്. ശേഷി | 1 | ||
| (ii) 6000 പ .ണ്ട്. ശേഷി | 1 | ||
| (iii) 5 ടൺ ശേഷി | 1 | ||
| കുറിപ്പ്:എല്ലാ ഇന്ത്യൻ ടെസ്റ്റിംഗ് ഉപകരണങ്ങളും ഉപകരണങ്ങളും മെറ്റീരിയലുകളും ഐഎസ്ഐ സവിശേഷതകളുമായി പൊരുത്തപ്പെടുന്നതും കഴിയുന്നത്ര ഐഎസ് അടയാളപ്പെടുത്തലുകൾ വഹിക്കുന്നതുമാണ്. | |||
| 1 | 2 | 3 |
| 8. | ഗേജുകൾ ഡയൽ ചെയ്യുക | |
| (i) 1" യാത്ര - 0.001" ഡിവിഷൻ | 6 | |
| (ii) 2" യാത്ര - 0.001 "ഡിവിഷൻ | 6 | |
| 9. | ലോഡ് ഫ്രെയിം - 5 ടൺ ശേഷി സ്പീഡ് കൺട്രോൾ ഉപയോഗിച്ച് വൈദ്യുതമായി പ്രവർത്തിക്കുന്നു | 1 |
| 10. | 200 ടൺ കംപ്രഷൻ ടെസ്റ്റിംഗ് മെഷീൻ | 1 |
| 11. | വാച്ചുകൾ 1/5 സെക്കൻഡ് നിർത്തുക. കൃത്യത | 3 |
| 12. | ഗ്ലാസ് വെയർ | |
| 13. | പലവക | |
| 14. | ഹോട്ട് പ്ലേറ്റുകൾ 7 "ഡയ. | |
| ബി. | ഉപ-ഉപരിതല അന്വേഷണം | |
| 1. | ട്രക്ക് | 1 |
| * 2. | ഡ്രില്ലിംഗ് റിഗ്. 60 മീറ്റർ വരെ ആഴത്തിൽ | 1 |
| 3. | മണ്ണ് & പാറ ഡ്രില്ലിംഗ് കിറ്റ് | 1 |
| 4. | വെയ്ൻ ഷിയർ കിറ്റ് | 3 |
| * 5. | ഭൂകമ്പ സർവേയ്ക്കുള്ള പോർട്ടബിൾ ഉപകരണങ്ങൾ (TERRASOOUT) | 1 |
| * 6. | ഇലക്ട്രിക്കൽ റെസിസ്റ്റിവിറ്റി സർവേയ്ക്കുള്ള സ്ട്രാറ്റോമീറ്റർ | 1 |
| 7. | ബോറെഹോൾ ക്യാമറ | 1 |
| * 8. | ബൈനോക്കുലർ തരം മൈക്രോ സ്കോപ്പ് | 1 |
| * 9. | ബോറെഹോൾ വികൃത മീറ്റർ | |
| 10. | സ്റ്റാറ്റിക് പെനെട്രോമീറ്റർ ഉപകരണങ്ങൾ (10 ടൺ, | 1 |
| 11. | ഹൈഡ്രോളിക് ജാക്കുകൾ (30, 50, 100, 200 ടൺ) | 1 |
| 12. | തടസ്സമില്ലാത്ത മണ്ണ് സാമ്പിളറുകൾ (ഡെൻഷൻ & പിസ്റ്റൺ സാംപ്ലർ) | 1 |
| 13. | പ്ലേറ്റ് ലോഡ് ടെസ്റ്റ് ഉപകരണങ്ങൾ | 1 |
| 14 | നേർത്ത മതിൽ സാമ്പിൾ ട്യൂബുകൾ (100 & 50 മില്ലീമീറ്റർ ഡയ. 0.75 മീറ്റർ നീളവും) | ഓരോ തരത്തിനും 100 രൂപ |
| 15. | SPT ടെസ്റ്റ് ഉപകരണങ്ങളും സ്റ്റാറ്റിക് കോൺ പെനോട്രോമീറ്ററുകളും | 3 |
| സി. | മണ്ണ് | |
| 1. | വാട്ടർ സ്റ്റിൽ | 1 |
| 2. | ലിക്വിഡ് പരിധി ഉപകരണവും ഉപകരണങ്ങളും | |
| 3. | മർദ്ദവും സക്ഷൻ ഇൻലറ്റുകളും ഘടിപ്പിച്ച സാമ്പിൾ പൈപ്പ്, 10 മില്ലി. ശേഷി | |
| 4. | ബി.എസ്. കോംപാക്ഷൻ അപ്രാറ്റസ് (പ്രൊജക്ടർ) | |
| * ആവശ്യകതകളെ ആശ്രയിച്ച് ഓപ്ഷണൽ ഇനങ്ങൾ.101 | ||
| 5. | പരിഷ്ക്കരിച്ച AASHO കോംപാക്ഷൻ ഉപകരണം | |
| 6. | കോണാകൃതിയിലുള്ള ഫണലും ടാപ്പും ഉപയോഗിച്ച് മണൽ ഒഴിക്കുന്ന സിലിണ്ടർ | |
| 7. | കാപ്പിലറി വാട്ടർ ആഗിരണം പരീക്ഷണ ഉപകരണങ്ങൾ | |
| 8. | ലിഡ് 03 ഉപയോഗിച്ച് ടിന്നുകൾ സാമ്പിൾ ചെയ്യുന്നു" ഡയ. x 21 "ht. 1 lb. വലുപ്പം - 100 എണ്ണം, കൂടാതെ ഈർപ്പം ടിന്നുകൾ മുതലായവ. | |
| 9. | PH മീറ്റർ | |
| 10. | സ്ഥിരമായ തലയും വേരിയബിൾ ഹെഡ് പെർമോമീറ്ററും | |
| 11. | ഒരു കൂട്ടം 4 നീരുറവകളും മാസ്കുകളും ഉപയോഗിച്ച് കോൺഫിഗർ ചെയ്യാത്ത കംപ്രഷൻ ടെസ്റ്റ് ഉപകരണം | |
| 12. | ലാബ്. 12 അച്ചുകളുള്ള സിബിആർ ടെസ്റ്റ് ഉപകരണങ്ങൾ | |
| 13. | ഫീൽഡ് സിബിആർ ടെസ്റ്റ് ഉപകരണങ്ങൾ | |
| 14. | 12 ഉള്ള പ്ലേറ്റ് ബെയറിംഗ് ടെസ്റ്റ് ഉപകരണങ്ങൾ" ഡയ. പാത്രം | |
| 15. | ഷിയർ ബോക്സ് ടെസ്റ്റ് ഉപകരണങ്ങൾ | |
| 16. | ട്രയാക്സിയൽ കംപ്രഷൻ ടെസ്റ്റ് ഉപകരണങ്ങൾ | |
| 17. | ഏകീകരണ പരീക്ഷണ ഉപകരണങ്ങൾ | |
| 18. | 5 - ടൺ ശേഷിയുള്ള മെക്കാനിക്കൽ ജാക്ക് | |
| 19. | പോസ്റ്റ് ഹോൾ ആഗർ 4 "ഡയ. എക്സ്റ്റെൻഷനുകളും ഷെൽബി ട്യൂബും തടസ്സമില്ലാത്ത സാമ്പിളിനായി | |
| 20. | 8 ടൺ വരെ ലോഡ് ചെയ്യാൻ കഴിവുള്ള ട്രക്ക് ചേസിസ് | |
| 21. | ഹൈഡ്രോളിക് ജാക്ക് കൈ ഉപയോഗിച്ച് പ്രവർത്തിക്കുന്ന സാമ്പിൾ എക്സ്ട്രാക്റ്റർ ഫ്രെയിം | 1 |
| 22. | മോട്ടറൈസ്ഡ് കോൺഫിഗർ ചെയ്യാത്ത കംപ്രഷൻ ടെസ്റ്റിംഗ് മെഷീൻ | 1 |
| 23. | 12 റേറ്റ് സമ്മർദ്ദമുള്ള മോട്ടറൈസ്ഡ് ഡയറക്ട് ഷിയർ ഓപ്പറേറ്റർമാർ | 1 |
| 24. | ട്രയാക്സിയൽ ടെസ്റ്റിംഗ് ഉപകരണങ്ങൾ (മോട്ടറൈസ്ഡ്) ലാറ്ററൽ-മർദ്ദത്തിനും സുഷിര സമ്മർദ്ദത്തിനും 8 ഫീഡും അസംബ്ലിയും | 1 |
| 25. | ടോർ വാൻസ് അപ്രാറ്റസ് | 3 |
| 26. | യൂണിവേഴ്സൽ ഓട്ടോമാറ്റിക് കോംപാക്റ്റർ | 1 |
| 27. | കോർ കട്ടർ | 6 |
| 28. | മണ്ണ് ലത | 1 |
| 29. | വാക്വം പമ്പ് | 1 |
| 30. | പ്രൊജക്ടർ സൂചി (സ്പ്രിംഗ് തരം) | 6 |
| * 31. | ഏകീകരണ പരീക്ഷണ ഉപകരണങ്ങൾ | 3 |
| ഡി. | ബിറ്റുമെൻ | |
| 1. | സ്ഥിരമായ താപനില ബാത്ത് | 1 |
| 2. | പെട്രോൾ ഗ്യാസ് ജനറേറ്റർ (ലബോറട്ടറി മോഡൽ) | 1 |
| 3. | റിംഗ് & ബോൾ സോഫ്റ്റ്നിംഗ് പോയിന്റ് ഉപകരണം | |
| 4. | (BRTA) 4 മില്ലീമീറ്ററും 10 മില്ലീമീറ്റർ കപ്പുകളുമുള്ള വിസ്കോമർ | |
| 5. | എമൽഷനുകൾക്കായുള്ള Fngler വിസ്കോമീറ്റർ102 | |
| 6. | ചുവന്ന മരം നമ്പർ 1, 2 വിസ്കോമീറ്ററുകൾ | |
| 7. | പെനെട്രോമീറ്റർ ഓട്ടോമാറ്റിക് തരം, ക്രമീകരിക്കാവുന്ന ഭാരം ക്രമീകരണം, സൂചികൾ | |
| 8. | സോക്സ്ലെറ്റ് എക്സ്ട്രാക്ഷൻ അപ്രാറ്റസ് തരം എസ്ജെബി 50 | |
| 9. | സ്റ്റിൽ (ചെമ്പ്), മറ്റ് ആക്സസറികൾ എന്നിവയുള്ള ഈർപ്പം നിർണ്ണയിക്കുന്നതിനുള്ള ഉപകരണം | |
| 10. | വേർതിരിച്ചെടുക്കൽ 43 x 123 മില്ലീമീറ്റർ വലുപ്പം കാണിക്കുന്നു | 30 |
| 11. | ലബോറട്ടറി മിക്സർ 1/2 cft. ശേഷി, തപീകരണ ജാക്കറ്റ് ഘടിപ്പിച്ച വൈദ്യുതപരമായി പ്രവർത്തിക്കുന്നു | |
| 12. | വേരിയബിൾ സ്പീഡ് ഗിയറുകളുള്ള ഡക്റ്റബിലിറ്റി ടെസ്റ്റിംഗ് ഉപകരണം പൂപ്പൽ ഉപയോഗിച്ച് പൂർത്തിയാക്കി | |
| 13. | ഹബാർഡ്-ഫീൽഡ് സ്ഥിരത പരിശോധനയ്ക്കുള്ള പൂപ്പൽ 6'' x 2 "ഡയ. | |
| 14. | ടാർസ്, കട്ട് ബാക്ക് മുതലായവ വാറ്റിയെടുക്കുന്നതിനുള്ള ഉപകരണങ്ങൾ. | |
| 15. | ഹ്വീം സ്റ്റെബിലോമീറ്റർ | |
| 16. | മാർഷൽ കോംപാക്ഷൻ ഉപകരണം | |
| ഇ. | റോക്ക് ടെസ്റ്റിംഗ് ഉപകരണങ്ങൾ | |
| 1. | റോക്ക് സാമ്പിൾ ഉയരം ഗേജ് | 1 |
| 2. | റോക്ക് ക്ലാസിഫിക്കേഷൻ ചുറ്റിക | 1 |
| 3. | പോർട്ടബിൾ റോക്ക് ടെസ്റ്റർ | 1 |
| * 4. | ഫീൽഡ് ഡയറക്ട് ഷിയർ കിറ്റ് | 1 |
| എഫ്. | കോൺക്രീറ്റും ഘടനകളും | |
| 1. | ഇപ്പോഴും വെള്ളം | 1 |
| 2. | പ്ലംഗറുകൾക്കൊപ്പം സമയ പരിശോധന സജ്ജമാക്കുന്നതിനുള്ള വികാറ്റ് സൂചി ഉപകരണം | |
| 3. | പൂപ്പൽ | |
| (i) 4" x 4" x 20" | 12 | |
| (ii) ക്യൂബിക്കൽ 6 ", 4", 2.78 " | 6 ഓരോ വലുപ്പവും | |
| 4. | ലെക്കാറ്റെലിയർ സൗണ്ട്നെസ് ടെസ്റ്റിംഗ് ഉപകരണം | |
| 5. | വായു പ്രവേശന ഉപകരണം | |
| 6. | ഉയർന്ന ആവൃത്തിയിലുള്ള മോർട്ടാർ ക്യൂബ് വൈബ്രേറ്റർ | 1 |
| 7. | കോൺക്രീറ്റ് മിക്സർ പവർ 1 cft. ശേഷി കോൺക്രീറ്റ് മിക്സർ പവർ 5 cft. ശേഷി | 1 1 |
| 8. | വേരിയബിൾ ഫ്രീക്വൻസി, ആംപ്ലിറ്റ്യൂഡ് വൈബ്രേറ്റിംഗ് പട്ടിക വലുപ്പം 2 "x 3" ലോഡ് 200 പ .ണ്ട്. | |
| 9. | മൊത്തം ക്രഷിംഗ് ടെസ്റ്റ് ഉപകരണം | |
| 10. | മൊത്തം ഇംപാക്ട് ടെസ്റ്റ് ഉപകരണം | |
| 11. | ലോസ്-ആംഗിൾസ് ഉരസൽ ഉപകരണം | |
| 12. | ഡി-വാൽ ആട്രിബ്യൂഷൻ ഉപകരണം103 | |
| 13. | കംപ്രഷൻ ടെസ്റ്റിംഗ് മെഷീനിലേക്കുള്ള ഫ്ലെക്സറൽ അറ്റാച്ചുമെന്റ് | |
| 14. | കോൺക്രീറ്റ് ലബോറട്ടറി സ്ഥാപിച്ചു | 1 |
| 15. | ഇൻ-സിറ്റു കോൺക്രീറ്റ് ശക്തി പരിശോധന ഉപകരണങ്ങൾ, ടെസ്റ്റ് ചുറ്റിക, പാച്ചോമീറ്റർ | 1 |
| 16. | പിരിമുറുക്കം, കംപ്രഷൻ, മറ്റ് പരിശോധനകൾ എന്നിവയ്ക്കുള്ള യുടിഎം | 1 |
| 17. | സ്ട്രെയിൻ അളക്കുന്ന ഉപകരണങ്ങൾ സജ്ജമാക്കി | 1 |
| ജി. | ഹൈഡ്രോളിക് പഠനത്തിനുള്ള ഉപകരണങ്ങൾ | |
| 1. | നിലവിലെ മീറ്റർ | 1 |
| 2. | എക്കോ ശബ്ദ ഉപകരണങ്ങൾ | 1 |
| എച്ച്. | റോഡ് പരിശോധന ഉപകരണങ്ങൾ | |
| 1. | ബെൻകെൽമാൻ ബീം | 2 |
| 2. | പ്രൊഫൈൽ മീറ്റർ (കൈ വലിച്ചെടുത്തു) | 2 |
| * 3. | ബ്രിട്ടീഷ് പോർട്ടബിൾ സ്കിഡ് ടെസ്റ്റർ | 4 |
| * 4. | ത്വരിതപ്പെടുത്തിയ മിനുക്കുപണികൾ | 1 |
| I. | ട്രാഫിക് എഞ്ചിനീയറിംഗ് | |
| * 1. | റഡാർ സ്പീഡ് മീറ്റർ | 1 |
| 2. | എനോസ്കോപ്പ് | 1 |
| * 3. | ഇലക്ട്രോണിക് ട്രാഫിക് ക .ണ്ടർ | 1 |
| 4. | മൾട്ടി-ബാങ്ക് ഇവന്റ് റെക്കോർഡർ | 6 |
| * 5. | മൾട്ടി-പെൻ ഇവന്റ് റെക്കോർഡർ | 1 |
| 6. | ടൈം ലാപ്സ് ഫോട്ടോഗ്രഫി ക്യാമറയും പ്രൊജക്ടർ യൂണിറ്റും | 1 |
| ജെ. | ഭൂപ്രദേശം വിലയിരുത്തലും ഫോട്ടോഗ്രാഫിയും | |
| * ജെ | പോക്കറ്റ് സ്റ്റീരിയോസ്കോപ്പ് | 2 |
| * 2. | പാരലാക്സ് ബാറിനൊപ്പം സ്റ്റീരിയോസ്കോപ്പ് | 1 |
| കെ. | മൊബൈൽ ലബോറട്ടറി | |
| * 1. | ലബോറട്ടറി ട്രക്ക് | 1 |
| * 2. | ഉപകരണങ്ങൾ | 1 |
| എൽ. | പ്രത്യേക ഗവേഷണ ഉപകരണങ്ങൾ | |
| * 1. | ഉപകരണങ്ങൾ. (വ്യക്തിഗത ഇനങ്ങൾ തിരിച്ചറിയണം | |
| യഥാർത്ഥ ആവശ്യങ്ങൾ അനുസരിച്ച്) | 1 | |
| എം. | ഫീൽഡിലെ ഗുണനിലവാര നിയന്ത്രണ ഉപകരണം | |
| * 1. | ഉപകരണങ്ങൾ (യഥാർത്ഥ ആവശ്യങ്ങൾക്കനുസരിച്ച് തിരിച്ചറിയേണ്ട വ്യക്തിഗത ഇനങ്ങൾ) | 1 |
| എൻ. | പലവക | |
| 1. | ഇലക്ട്രോണിക് ഡെസ്ക് കാൽക്കുലേറ്റർ | 1 |
| * 2. | സ്ലൈഡ് പ്രൊജക്ടർ | 1 |
| * 3. | ക്യാമറ | 1 |
| * 4. | ഫോട്ടോസ്റ്റാറ്റ് മെഷീൻ | l104 |
അവരുടെ സെൻട്രൽ ലബോറട്ടറികൾ വർദ്ധിപ്പിക്കുന്നതിന് ചില സംസ്ഥാനങ്ങൾ നിർദ്ദേശിച്ച അധിക ഉപകരണങ്ങളുടെ പരിധി കാണിക്കുന്ന സ്റ്റേറ്റ്മെന്റ്
| എസ്. | അച്ചടക്കം | അധിക ഉപകരണങ്ങൾ |
| 1 | 2 | 3 |
| 1. | മണ്ണ് | ഡൈനാമിക് കോൺ പെനെട്രോമീറ്റർ; മണ്ണ് ലാത്ത് ഫ്ലാഷ് ഷേക്കർ; ഗ്രിമിലബോറട്ടറി ബ്ലെൻഡർ; വിങ്ക്വർത്ത് ലബോറട്ടറി മിക്സർ; ഡയറ്ററിന്റെ കോംപാക്ഷൻ ഉപകരണം; വേഗത്തിലുള്ള ഈർപ്പം പരീക്ഷകൻ; ചാലകത പാലം; ഇലക്ട്രിക്കൽ എർത്ത് പ്രഷർ ഉപകരണം; മണൽ തുല്യമായ ടെസ്റ്റ് ഉപകരണം; യൂട്ടിലിറ്റി സീറ്റർ ഉപയോഗിച്ച് മണ്ണിന്റെ സാന്ദ്രത അന്വേഷണം; യാന്ത്രിക കോംപാക്ഷൻ മെഷീൻ; ആപേക്ഷിക സാന്ദ്രത കിറ്റുള്ള പ്ലാറ്റ്ഫോം വൈബ്രേറ്റർ; റോട്ടറി ഹൈ വാക്വം പമ്പ്; ജെൻകോ പ്രസ്സോ-വാക്ക് പമ്പ്; മെക്കാനിക്കൽ സ്റ്റിറർ; മെക്കാനിക്കൽ മിക്സർ; സങ്കോച ഘടക ഘടകം; പ്രൊജക്ടർ സൂചി; മഠാധിപതിയുടെ സിലിണ്ടർ; കാൽസിമീറ്റർ; മണ്ണ് കേന്ദ്രീകൃത ഉപകരണം; മണൽ തുല്യമായ ടെസ്റ്റ് ഉപകരണം; വെയ്ൻ ഷിയർ ഉപകരണം; പിവിസി മീറ്റർ. |
| 2. | ബിറ്റുമെൻ | വാറ്റിയെടുക്കൽ ഉപകരണം: ഇലക്ട്രോ-ഹൈഡ്രോളിക് കുഴയ്ക്കുന്ന കോംപാക്റ്റർ; ഫ്ലോട്ട് ടെസ്റ്റ് ഉപകരണം; സെറ്റിൽമെന്റ് അനുപാതം ഉപകരണം; പുതിയ മോഡൽ തിരിച്ചും ടെസ്റ്റർ; ഹിഗ്ലർ സ്പീക്കർ ആഗിരണം മീറ്റർ; ബാരോമീറ്റർ; ഗിൽസൺ ടെസ്റ്റിംഗ് സ്ക്രീനും അനുബന്ധ ഉപകരണങ്ങളും; കിപ്പിന്റെ ഉപകരണം; ഹൈഡ്രോ ബാഷ്പീകരണ യൂണിറ്റ്. |
| 3. | കോൺക്രീറ്റും പാലങ്ങളും | പ്രിസ്ട്രെസിംഗ് ബെഡ്; ജാക്ക്, മറ്റ് ഉപകരണങ്ങൾ, കോൺക്രീറ്റ് കോറിംഗ് ഉപകരണങ്ങൾ; ബീം ബ്രേക്കർ കോൺക്രീറ്റ് ടെസ്റ്റ് ചുറ്റിക; വളച്ചൊടിക്കുന്ന യന്ത്രം; യൂണിവേഴ്സൽ ടെസ്റ്റിംഗ് മെഷീൻ; വിരസമായ പ്ലാന്റ്; സൂപ്പർസോണിക് ടെസ്റ്റർ; ആക്രോ വെയ്റ്റ്മോർ കോൺസ്റ്റോമീറ്റർ; ഉണക്കൽ ചുരുക്കൽ ഉപകരണം B.T.L. അടുപ്പ്; മഫിൽ ചൂള; ആന്തരിക വൈബ്രേറ്റർ; ഷട്ടർ വൈബ്രേറ്റർ; കൊത്തുപണി കണ്ടു; ബ്രിക്വെറ്റ് ടെസ്റ്റിംഗ് മെഷീൻ; കെ.സി.പി. ടെൻസൈൽ ടെസ്റ്റിംഗ് മെഷീൻ; ക്ഷീണം പരീക്ഷകൻ; തണുത്ത വളവ് പരിശോധന; അസ്കാമിയ വൈബ്രേറ്റർ; |
| 4. | ആകെ | ഡോറിയുടെ ആട്രിബ്യൂഷൻ ടെസ്റ്റ്; സ്റ്റുവർട്ടിന്റെ ഇംപാക്ട് ടെസ്റ്റ്; പേജ് ഇംപാക്ട് ടെസ്റ്റ്; താടിയെല്ല് മുറിക്കൽ, പൊടിക്കൽ, മിനുക്കൽ യന്ത്രം. |
| 5. | ട്രാഫിക് | ഇലക്ട്രോണിക് ട്രാഫിക് ക counter ണ്ടർ; വൈദ്യുത വേഗത മീറ്റർ; സ്കൈക്കിന്റെ വാഹന ക counter ണ്ടർ; എനോസ്കോപ്പ് വീൽ ഭാരം; ബ്രേക്ക് പരിശോധന ഡെസിലറോ-മീറ്റർ; കർവുകളുടെ ട്രാക്ക് വീതി കണ്ടെത്തുന്നതിനുള്ള ഉപകരണം; ഹാൻഡ് ടാലി ക .ണ്ടർ. |
| 6. | റോഡ് പരിശോധന | ബെൻകെൽമാൻ ബീം; ബമ്പ് ഇന്റഗ്രേറ്റർ; നിമജ്ജനം ട്രാക്കിംഗ് യന്ത്രം; സ്കിഡ് റെസിസ്റ്റൻസ് ടെസ്റ്റർ ഇലക്ട്രോണിക് റഫ്നെസ് ടെസ്റ്റർ.105 |
| 7. | ഫോട്ടോഗ്രാഫിക് / ശബ്ദ ഉപകരണങ്ങൾ | ഫോട്ടോമീറ്റർ; ലക്സ് മീറ്റർ; റെക്കോർഡിംഗ് ക്യാമറ; സൂപ്പർ ക്യാമറകൾ; വലുതാക്കുക; മൂവി ക്യാമറ; സൗണ്ട് പ്രൊജക്ടർ; സ്ലൈഡ് പ്രൊജക്ടർ; എപ്പിഡിയാസ്കോപ്പ്; ആംപ്ലിഫയറുകൾ; ഫോട്ടോസ്റ്റാറ്റ് മെഷീൻ. |
| 8. | ഇലക്ട്രിക് / ഇലക്ട്രോണിക്, മറ്റ് പല ഉപകരണങ്ങൾ | ധ്രുവീകരണ മൈക്രോസ്കോപ്പ്; ഇലക്ട്രോണിക് വെയ്റ്റിംഗ് മെഷീൻ; ജനറേറ്റർ; ഓസിലോസ്കോപ്പ്; വൈബ്രേഷൻ എടുക്കൽ; ഗവേഷണ ആംപ്ലിഫയർ; ബുദ്ധിമുട്ട് അളക്കുന്ന പാലം; ഓസ്കോലോ സ്ക്രിപ്റ്റ്; ജി.കെ. വേരിയസ്റ്റ്; ഇലക്ട്രോണിക് കാൽക്കുലേറ്റർ; തനിപ്പകർപ്പ് യന്ത്രം; പെല്ലറ്റ് ട്രക്കുകൾ; മൊബൈൽ വാൻ; ഗ്യാസ് ജനറേറ്റർ; ഇലക്ട്രിക് ട്യൂബ്, ചൂള, കാസറ്റ് ടേപ്പ് റെക്കോർഡർ; റഫ്രിജറേറ്റർ, അനലിറ്റിക്കൽ, മറ്റ് പ്രിസിഷൻ ബാലൻസുകൾ. |
പ്രാദേശിക ലബോറട്ടറി സജ്ജീകരിക്കുന്നതിന് ആവശ്യമായ ടെസ്റ്റിംഗ് എക്വിപ്മെന്റ്
| എസ്. | ഉപകരണത്തിന്റെ വിശദാംശങ്ങൾ | ആവശ്യമാണ് |
| 1. | പൊതുവായ | |
| I. | ബാലൻസ്: | |
| (i) 7 കിലോ മുതൽ 10 കിലോഗ്രാം വരെ ശേഷി-സെമി സെൽഫ് സൂചിപ്പിക്കുന്ന തരം - കൃത്യത 1 ഗ്രാം | 2 | |
| (ii) തരം-കൃത്യത 0.001 ഗ്രാം സൂചിപ്പിക്കുന്ന 500 ഗ്രാം ശേഷി-സെമി സെൽഫ് | 2 | |
| (iii) കെമിക്കൽ ബാലൻസ് -100 ഗ്രാം ശേഷി-കൃത്യത 0.0001 ഗ്രാം | 1 | |
| (iv) പാൻ ബാലൻസ് - 5 കിലോ ശേഷി | 3 | |
| (v) ശാരീരിക ബാലൻസ് - 0.001 ഗ്രാം കൃത്യത | 3 | |
| (vi) പ്ലാറ്റ്ഫോം സ്കെയിൽ - 300 കിലോ ശേഷി | 1 | |
| 2. | ഓവനുകൾ - വൈദ്യുതപരമായി പ്രവർത്തിക്കുന്ന, തെർമോസ്റ്റാറ്റിക്കലി നിയന്ത്രിത: | |
| (i) 110 ° C വരെ - സംവേദനക്ഷമത I.C. | 1 | |
| (ii) 200 ° C വരെ - ചൂടാക്കൽ ബിറ്റുമെൻ നഷ്ടം നിർണ്ണയിക്കാൻ | 1 | |
| 3. | Sieves: I.S. 460-1962: | |
| (i) I.S. Sieves - 450 mm ആന്തരിക ഡയ. 100 മില്ലീമീറ്റർ, 80 മില്ലീമീറ്റർ, 63 മില്ലീമീറ്റർ, 40 മില്ലീമീറ്റർ, 25 മില്ലീമീറ്റർ, 20 മില്ലീമീറ്റർ, 12.5 മില്ലീമീറ്റർ, 10 മില്ലീമീറ്റർ, 6.3 മില്ലീമീറ്റർ, 4.75 മില്ലീമീറ്റർ ലിഡ്, പാൻ എന്നിവ ഉപയോഗിച്ച് പൂർത്തിയായി | 1 സെറ്റ് | |
| (ii) ഐ.എസ്. സീവ്സ് - 2.36 മില്ലീമീറ്റർ, 1.18 മില്ലീമീറ്റർ, 600 മൈക്രോൺ, 425 മൈക്രോൺ, 300 മൈക്രോൺ, 212 മൈക്രോൺ, 150 മൈക്രോൺ, 90 മൈക്രോൺ, 75 മൈക്രോൺ എന്നിവ അടങ്ങിയ 200 മില്ലീമീറ്റർ ഇന്റേണൽ ഡയ (ബ്രാസ് ഫ്രെയിം) | 1 സെറ്റ്106 | |
| 4. | 200 മില്ലീമീറ്ററും 300 എംഎം ഡയയും എടുക്കാൻ പ്രാപ്തിയുള്ള സീവ് ഷേക്കർ, ടൈം സ്വിച്ച് അസംബ്ലി ഉപയോഗിച്ച് സിവുകൾ-വൈദ്യുതപരമായി പ്രവർത്തിക്കുന്നു | 1 നമ്പർ. |
| 5. | വളയങ്ങൾ തെളിയിക്കുന്നു - ഡയ ഗേജ്, കാലിബ്രേഷൻ ചാർട്ടുകൾ ഉപയോഗിച്ച് പൂർത്തിയാക്കുക: | |
| (i) 250 കിലോ ശേഷി | 2 | |
| (ii) 2000 കിലോ ശേഷി | 2 | |
| (iii) 5 ടൺ ശേഷി | 2 | |
| 6. | ഗേജ് ഡയൽ ചെയ്യുക | |
| (i) 25 മില്ലീമീറ്റർ യാത്ര-0.01 മിമി / ഡിവിഷൻ | 2 എണ്ണം. | |
| 7. | വൈദ്യുതി ഉപയോഗിച്ച് പ്രവർത്തിക്കുന്ന ഫ്രെയിം -5 ടൺ ശേഷി ലോഡുചെയ്യുക | |
| വേഗത നിയന്ത്രണത്തോടെ | 1 | |
| 8. | 200 ടൺ കംപ്രഷൻ ടെസ്റ്റിംഗ് മെഷീൻ | 1 |
| 9. | വാച്ചുകൾ 1/5 സെക്കൻഡ് നിർത്തുക. കൃത്യത | 4 |
| 10. | ബ്രേക്കറുകൾ, പൈപ്പറ്റുകൾ, വിഭവങ്ങൾ, അളക്കുന്ന സിലിണ്ടറുകൾ (100 മുതൽ 1000 സിസി വരെ ശേഷിയുള്ള) വടികളും ഫണലുകളും അടങ്ങുന്ന ഗ്ലാസ്വെയർ | 1 ഡസൻ. ഓരോന്നും |
| 11. | ഹോട്ട് പ്ലേറ്റുകൾ 200 എംഎം ഡയ. (1 ഇല്ല 1500 വാട്ട്) | 2 എണ്ണം. |
| 12. | ഇനാമൽ ട്രേകൾ | |
| (i) 600 എംഎം x 450 എംഎം x 50 എംഎം | 6 | |
| (ii) 450 എംഎം x 300 എംഎം x 40 എംഎം | 6 | |
| (iii) 300 എംഎം x 250 എംഎം x 40 എംഎം | 6 | |
| (iv) 250 മില്ലീമീറ്റർ ഡയയുടെ വൃത്താകൃതിയിലുള്ള പ്ലേറ്റുകൾ | 6 | |
| മണ്ണ് | ||
| 1. | ഇപ്പോഴും വെള്ളം | 1 നമ്പർ. |
| 2. | കാസഗ്രാൻഡെ, A.S.T.M ഗ്രോവിംഗ് ഉപകരണങ്ങൾ എന്നിവയുള്ള ലിക്വിഡ് പരിധി ഉപകരണം, I.S. 2720-ഭാഗം വി -1970 | 2 |
| 3. | മർദ്ദവും സക്ഷൻ ഇൻലറ്റുകളും ഘടിപ്പിച്ച സാമ്പിൾ പൈപ്പ്, 10 മില്ലി. ശേഷി | _ |
| 4. | L..S. പ്രകാരം കോംപാക്ഷൻ ഉപകരണം (പ്രൊജക്ടർ) 2720 ഭാഗം വി 11-1974 | 2 |
| 5. | I.S. പ്രകാരം പരിഷ്കരിച്ച AASHO കോംപാക്ഷൻ ഉപകരണം. 2720-ഭാഗം VIII-1974 | 1 |
| 6. | കോണാകൃതിയിലുള്ള ഫണൽ ഉപയോഗിച്ച് മണൽ ഒഴിക്കുന്ന സിലിണ്ടർ ടാപ്പുചെയ്ത് I.S. 2720 ഭാഗം XXVIII-1974 | 1 ഡസൻ. |
| 7. | 100 മില്ലീമീറ്റർ ഡയ x 50 എംഎം എച്ച്ടി ലിഡ് ഉള്ള ടിന്നുകൾ സാമ്പിൾ ചെയ്യുന്നു. 1/2 കിലോ ശേഷി - കൂടാതെ ഈർപ്പം ടിന്നുകൾ മുതലായവ. | 2 ഡസൻ. |
| 8. | 4 സ്പ്രിംഗുകളും മാസ്കുകളും അടങ്ങിയ അൺകൺഫിൻഡ് കംപ്രഷൻ ടെസ്റ്റ് ഉപകരണം, I.S. 2720 ഭാഗം X-1974 | 1107 |
| 9. |
ലാബ് സി.ബി.ആർ. I.S. പ്രകാരം സിബിആർ ടെസ്റ്റ് നടത്തുന്നതിനുള്ള ടെസ്റ്റ് ഉപകരണങ്ങൾ. 2720-ഭാഗം XVI-1965 കൂടാതെ ഇനിപ്പറയുന്നവ ഉൾക്കൊള്ളുന്നു: (i) സിബിആർ അച്ചുകൾ 150 എംഎം ഡയ. 175 എംഎം എച്ച്ടി, കോളർ, ബേസ് പ്ലേറ്റ് മുതലായവ ഉപയോഗിച്ച് പൂർത്തിയാക്കുക (ii) ട്രൈപോഡ് എന്നത് ഡയൽ ഗേജ് ഹോൾഡർ കൈവശം വയ്ക്കുന്നതിനാണ് (iii) സി.ബി.ആർ. സെറ്റിൽമെന്റ് ഡയൽ ഗേജ് ഹോൾഡറുള്ള പ്ലങ്കർ (iv) സർചാർജ് ഭാരം 147 എംഎം ഡയ. 2.5 കിലോ വാട്ട്. കേന്ദ്ര ദ്വാരത്തോടെ. (v) സ്പേസർ ഡിസ്കുകൾ 148 എംഎം ഡയ., 47.7 എംഎം എച്ച്. ഹാൻഡിൽ ഉപയോഗിച്ച് (vi) സുഷിരമുള്ള പ്ലേറ്റ് (താമ്രം) (vii) 6 സിബിആർ അച്ചുകൾ വീതം ഉൾക്കൊള്ളുന്നതിനായി ടാങ്ക് കുതിർക്കുക | |
| 10. | ഫീൽഡ് സി.ബി.ആർ. 5 ടൺ ശേഷിയുള്ള കൈകൊണ്ട് പ്രവർത്തിക്കുന്ന മെക്കാനിക്കൽ ജാക്ക് അടങ്ങിയ ടെസ്റ്റ് ഉപകരണങ്ങൾ, ട്രക്ക് ചേസിസിന് പരിഹരിക്കാവുന്ന I വിഭാഗത്തിൽ സ്ലൈഡുചെയ്യാൻ കഴിവുള്ളത്, 2000 കിലോ ശേഷിയുടെ മോതിരം തെളിയിക്കുന്നു, വിപുലീകരണ കഷണങ്ങൾ (1 മീറ്റർ വരെ നീളത്തിൽ ക്രമീകരിക്കാവുന്ന നീളം), സിബിആർ പ്ലങ്കർ, സെറ്റിൽമെന്റ് ഡയൽ ഗേജ് ഹോൾഡർ , ഡാറ്റം ബാർ, 254 എംഎം (10 ഇഞ്ച്) ഡയ. സർചാർജ് wt. കേന്ദ്ര ദ്വാരം (47.7 എംഎം ഡയ), 4.53 കിലോഗ്രാം (10 പൗണ്ട്) -2 എണ്ണം. ഒപ്പം 9.07 കിലോഗ്രാം (20 പൗണ്ട്) -2 എണ്ണം. 1.25 മീറ്റർ നീളമുള്ള ഒരു ഐ-സെക്ഷൻ, ട്രക്ക് ചേസിസിലേക്ക് ക്ലാമ്പിംഗ് ക്രമീകരണം | 1 സെറ്റ് |
| 11. |
ഇനിപ്പറയുന്ന ഇനങ്ങൾ അടങ്ങുന്ന പ്ലേറ്റ് ബെയറിംഗ് ടെസ്റ്റ് ഉപകരണങ്ങൾ: . (9 ഇഞ്ച്) 154 എംഎം (6 ഇഞ്ച്) (ii) 2-3 മീറ്റർ നീളമുള്ള വഴക്കമുള്ള കുഴലുകളിലൂടെ വിദൂര നിയന്ത്രണമുള്ള 20 ടൺ ശേഷിയുള്ള ഹൈഡ്രോളിക് ജാക്ക് iii) ഡയൽ ഗേജും കാലിബ്രേഷൻ ചാർട്ടും ഉപയോഗിച്ച് റിംഗ് 25 ടൺ ശേഷി തെളിയിക്കുന്നു (iv) 25 മില്ലീമീറ്റർ കട്ടിയുള്ള ബോൾ ബെയറിംഗ് പ്ലേറ്റുകളും 100 മില്ലീമീറ്റർ ഡയയും. മധ്യഭാഗത്ത് (v) അനുയോജ്യമായ അറ്റാച്ചിംഗ് ക്രമീകരണങ്ങളോടെ 3 മീറ്റർ നീളമുള്ള സ്റ്റാൻഡ്, ഡയൽ ഗേജ് ക്ലാമ്പുകൾ (2 എണ്ണം) | 1 സെറ്റ് |
| 12. | സ്റ്റാൻഡേർഡ് നുഴഞ്ഞുകയറ്റ പരിശോധന ഉപകരണങ്ങൾ | 2 എണ്ണം. |
| 3. ബിറ്റുമെൻ | ||
| 1. | വൈദ്യുതോർജ്ജവും തെർമോസ്റ്റാറ്റിക്കലി നിയന്ത്രിതവുമായ ബിറ്റുമെൻ ടെസ്റ്റ് മാതൃകയിൽ സ്ഥിരമായ താപനില ബാത്ത്. | 1108 |
| 2. | പെട്രോൾ ഗ്യാസ് ജനറേറ്റർ (ലബോറട്ടറി മോഡൽ അല്ലെങ്കിൽ ലബോറട്ടറിയിൽ മാതൃകകൾ ചൂടാക്കാനുള്ള മറ്റേതെങ്കിലും ബദൽ ക്രമീകരണം) | 1 |
| 3. | I.S. അനുസരിച്ച് പെനെട്രോമീറ്റർ ഓട്ടോമാറ്റിക് തരം, ക്രമീകരിക്കാവുന്ന ഭാരം ക്രമീകരണം, സൂചികൾ. 1203-1958. | 1 |
| 4. | എക്സ്ട്രാക്ഷൻ തിംബിൾസ് മുതലായവ ഉപയോഗിച്ച് സോക്സ്ലെറ്റ് എക്സ്ട്രാക്ഷൻ ഉപകരണം പൂർത്തിയായി. | |
| 5. | ലബോറട്ടറി മിക്സർ ഏകദേശം 0.02 ക്യു. മീറ്റർ കപ്പാസിറ്റി തപീകരണ ജാക്കറ്റ് ഘടിപ്പിച്ച വൈദ്യുതപരമായി പ്രവർത്തിക്കുന്നു | 1 |
| 6. | ഹബാർഡ്-ഫീൽഡ് സ്ഥിരത പരിശോധന ഉപകരണം പൂർത്തിയായി | 1 |
| 7. | എടിഎം 1559-62 ടി പ്രകാരമുള്ള മാർഷൽ കോംപാക്ഷൻ ഉപകരണം, ഇലക്ട്രിക്കലി ഓപ്പറേറ്റഡ് ലോഡിംഗ് യൂണിറ്റ്, കോംപാക്ഷൻ പെഡസ്റ്റൽ ഹിയറിംഗ് ഹെഡ് അസംബ്ലി, ഫ്ലോ മെഷറിനായി ഡയൽ മൈക്രോമീറ്റർ, ബ്രാക്കറ്റ്, ലോഡ് ട്രാൻസ്ഫർ ബാർ, ബേസ് പ്ലേറ്റ്, കോളറുകൾ, സ്പെസിമെൻ എക്സ്ട്രാക്റ്റർ, കോംപാക്ഷൻ ചുറ്റിക 4.53 കിലോ. (10 lb) x 457 mm (18 in.) വീഴ്ച | 1 |
| 8. | വിദൂര വായനാ തെർമോമീറ്ററുകൾ | i |
| കോൺക്രീറ്റും മെറ്റീരിയലുകളും | ||
| 1. | ഇപ്പോഴും വെള്ളം | |
| 2. | I.S. പ്രകാരം പ്ലംഗറുകളുമായി സമയ പരിശോധന സജ്ജമാക്കുന്നതിനുള്ള വികാറ്റ് സൂചി ഉപകരണം. 269-1967 | 1 ഇല്ല |
| 3. | പൂപ്പൽ | |
| (i) 100 എംഎം x 100 എംഎം x 500 എംഎം | ||
| (ii) ക്യൂബിക്കലുകൾ 150 മില്ലീമീറ്റർ, 100 മില്ലീമീറ്റർ (ഓരോ വലുപ്പവും) | ||
| 4. | വായു പ്രവേശന ഉപകരണം | 1 ഇല്ല |
| 5. | ഉയർന്ന ആവൃത്തിയിലുള്ള മോർട്ടാർ ക്യൂബ് വൈബ്രേറ്റർ | 1 ഇല്ല |
| 6. | കോൺക്രീറ്റ് മിക്സർ പവർ ഡ്രൈവ്, 1 ക്യു. അടി ശേഷി | 1 ഇല്ല |
| 7. | I.S. പ്രകാരം വേരിയബിൾ ഫ്രീക്വൻസി, ആംപ്ലിറ്റ്യൂഡ് വൈബ്രറ്റിംഗ് പട്ടിക വലുപ്പം 1 മീറ്റർ x 1 മീറ്റർ. 2514-1963 | 4 |
| 8. | ഫ്ലെക്നെസ് ഇൻഡെക്സ് ടെസ്റ്റ് ഉപകരണം | 6 |
| 9. | I.S. പ്രകാരം മൊത്തം ഇംപാക്റ്റ് ടെസ്റ്റ് ഉപകരണം. 2386 - ഭാഗം IV - 1963 | |
| 10. | I.S. പ്രകാരം ലോസ്-ഏഞ്ചൽസ് ഉരച്ചിലുകൾ. 2386 ഭാഗം IV - 1963 | 1 |
| 11. | I.S. പ്രകാരം ഫ്ലോ ടേബിൾ 712-1973 | 4 |
| 12. | മാന്ദ്യ പരിശോധനയ്ക്കുള്ള ഉപകരണങ്ങൾ | 4 |
| 13. | I.S. അനുസരിച്ച് പിഴയുടെയും നാടൻ അഗ്രഗേറ്റിന്റെയും നിർദ്ദിഷ്ട ഗുരുത്വാകർഷണം നിർണ്ണയിക്കുന്നതിനുള്ള ഉപകരണങ്ങൾ. 2386 art ഭാഗം III - 1963 | 4109 |
| 14. | കംപ്രഷൻ ടെസ്റ്റിംഗ് മെഷീനിലേക്കുള്ള ഫ്ലെക്സറൽ അറ്റാച്ചുമെന്റ് | 2 |
| 15. | കോർ കട്ടിംഗ് മെഷീൻ | 1 |
| 5. പ്രൊഫൈലിന്റെയും സർഫേസ് വരുമാനത്തിന്റെയും നിയന്ത്രണം | ||
| 1. | സർവേ നിലയും സ്റ്റാഫും | 1 സെറ്റ് |
| 2. | 3 മീറ്റർ നേരായ അരികിലും അളക്കുന്ന അരികിലും | 1 സെറ്റ് |
| 3. | അസമത്വ സൂചകം (ഓപ്ഷണൽ) | 1 |
| 4. | കാംബർ ടെംപ്ലേറ്റുകൾ സിംഗിൾ ലെയ്ൻ 2 ഇരട്ട പാത 2 | |
| 5. | നടപ്പാതയുടെ അസമത്വം പരിശോധിക്കുന്നതിനുള്ള പ്രൊഫൈലോഗ്രാഫ് | 1 |
| 6. | യാന്ത്രിക റോഡ് അസമത്വം റെക്കോർഡർ | 1 |
ഡിവിഷൻ / സബ് ഡിവിഷൻ / ഫീൽഡ്, ലെവൽ എന്നിവയിൽ പരിപാലിക്കാൻ ആവശ്യമായ ടെസ്റ്റിംഗ് ഉപകരണങ്ങളുടെ പട്ടിക
| എസ്. | വിശദാംശങ്ങൾ | ആവശ്യകത | ||
| Dnl ലെവൽ | സബ് ഡിഎൻഎൽ ലെവൽ | ഫീൽഡ് (ഓരോ തിരഞ്ഞെടുക്കലും) | ||
| (1) മണ്ണ് പരിശോധിക്കുന്നതിന് | ||||
| 1.1 | I.S. അരിപ്പ | 1 | - | 1 |
| 1.2 | മണൽ മാറ്റിസ്ഥാപിക്കാനുള്ള ഉപകരണങ്ങൾ | - | - | 2 |
| 1.3 | കോർ കട്ടർ | - | - | 2 (ഓപ്ഷണൽ) |
| 1.4 | ഫീൽഡ് ഓവൻ | - | - | 2 |
| 1.5 | ഇലക്ട്രിക് ഓവൻ | 1 | - | - |
| 1.6 | പ്രൊജക്ടർ പൂപ്പലും ചുറ്റികയും | 1 | 1 | - |
| 1.7 | പ്രൊജക്ടർ സൂചി | 1 | 1 | - |
| 1.8 | ബാലൻസ് | - | - | - |
| (i) 5 മുതൽ 7 കിലോ വരെ | 1 | - | 1 | |
| (ii) 500 ഗ്രാം | 1 | - | 1 | |
| 1.9 | പാൻ ബാലൻസ് (15 കിലോ) | 1 | - | 1 |
| 1.10 | സിബിആർ (5 ടൺ ശേഷി) പരിശോധിക്കുന്നതിനായി ഫ്രെയിം ലോഡുചെയ്യുക | 1 | 1 | _ |
| 1.11 | സിബിആർ പൂപ്പൽ | - | - | 9 |
| 1.12 | LL, PL എന്നിവ പരിശോധിക്കുന്നതിനുള്ള ഉപകരണങ്ങൾ | - | 1 | 1 |
| 1.13 | വേഗത്തിലുള്ള ഈർപ്പം മോട്ടോറുകൾ | 1 | 2 | - |
| (2) മൊത്തം പരിശോധനയ്ക്കായി | ||||
| 2.1 | ഇംപാക്റ്റ് ടെസ്റ്റ് ഉപകരണങ്ങൾ | 1 | 1 | 1 |
| 2.2 | ഫ്ലെക്നെസ് സൂചിക പരിശോധന ഉപകരണങ്ങൾ | 1 | 1 | 1110 |
| (3) കോൺക്രീറ്റ് മോർട്ടാർ പരിശോധിക്കുന്നതിന് | ||||
| 3.1 | മന്ദഗതിയിലുള്ള കോൺ & ടാമ്പിംഗ് വടി അച്ചുകൾ | 1 | 1 | 1 |
| 3.2 | പൂപ്പൽ | |||
| (i) 150 x 150 x 150 മിമി | - | 3 | 12 | |
| (ii) 70 x 7 x 70.7 x 70.7 | - | 3 | 12 | |
| (iii) 50 x 50 x 50 മിമി | - | 3 | 12 | |
| 3.3 | (i) ഒരു ടണ്ണിന് റിംഗ് തെളിയിക്കുന്നു | 1 | - | |
| (ii) 5 ടൺ റിംഗ് തെളിയിക്കുന്നു | 1 | - | ||
| (4) ബിറ്റുമെൻ | ||||
| 4.1 | ടെസ്റ്റ് ട്രേകൾ | 1 | - | 3 |
| 4.2 | തെർമോമീറ്ററുകൾ | 1 | - | 12 |
| 4.3 | സ്പ്രിംഗ് ബാലൻസ് | 1 | - | 1 |
ഡയറക്റ്റർ ക്വാളിറ്റി നിയന്ത്രണത്തിന്റെ പ്രവർത്തനങ്ങൾ
ക്വാളിറ്റി കൺട്രോൾ ഡിവിഷനുകളുടെ പ്രവർത്തനങ്ങൾ
അനുബന്ധം 4
ക്വാളിറ്റി ടെസ്റ്റുകൾക്കുള്ള സാമ്പിൾ ഫോമുകൾ
സൃഷ്ടിയുടെ അടിവരയിട്ട ഇനങ്ങൾക്കായി കുറഞ്ഞ ഫലങ്ങൾ രേഖപ്പെടുത്തുന്നതിനുള്ള നിർദ്ദേശിച്ച പ്രൊഫൈലിന്റെ സാമ്പിളുകൾ.
| റോഡ് പണികൾ | ||
| (1) | Q / R / l - | കടം വാങ്ങുന്ന വസ്തുക്കളുടെ സ്വഭാവഗുണങ്ങൾ |
| (2) | Q / R / 2 - | എർത്ത് വർക്ക് / ചരൽ / സ്ഥിരതയുള്ള പാളികളുടെ കോംപാക്ഷൻ സ്വഭാവഗുണങ്ങൾ |
| (3) | Q / R / 3 - | ഡബ്ല്യുബിഎമ്മിനായുള്ള മൊത്തം / ബൈൻഡിംഗ് മെറ്റീരിയൽ / സ്ക്രീനിംഗിന്റെ സവിശേഷതകൾ (ഉപരിതലം, അടിസ്ഥാനം, ഉപ-അടിസ്ഥാനം) |
| (4) | Q / R / 4 - | സബ്-ബേസ് / ബേസ് കോഴ്സുകൾക്കുള്ള ഇഷ്ടികകളുടെ സ്വഭാവം |
| (5) | Q / R / 5 - | ബിറ്റുമിനസ് കോഴ്സുകൾക്കായുള്ള മൊത്തം സ്വഭാവഗുണങ്ങൾ |
| (6) | Q / R / 6 - | ബിറ്റുമിനസ് ജോലികൾക്കായി ബൈൻഡർ, മൊത്തം, ബിറ്റുമെൻ ഉള്ളടക്കം വ്യാപിക്കുന്നതിന്റെ നിരക്ക് |
| (7) | Q / R / 7 - | ബിറ്റുമിനസ് ജോലികൾക്കുള്ള താപനില റെക്കോർഡ് |
| (8) | Q / R / 8 - | ഉപരിതല സായാഹ്ന റെക്കോർഡ് |
| (9) | Q R 9 - | കോൺക്രീറ്റിനുള്ള നാടൻ ആകെ |
| (10) | Q / R / 10 - | കോൺക്രീറ്റിനുള്ള മികച്ച അഗ്രഗേറ്റുകൾ |
| (11) | Q / R 11 - | പാലം നിർമാണ പ്രവർത്തനങ്ങൾക്കുള്ള വെള്ളം |
| (12) | Q / R / 12 - | സിമൻറ് കോൺക്രീറ്റ് |
കുറിപ്പ് : നടത്തേണ്ട പരിശോധനയുടെ ആവൃത്തി ഹാൻഡ്ബുക്കിൽ നിർദ്ദേശിച്ചിരിക്കുന്ന പ്രകാരം ആയിരിക്കും.
നിർദ്ദിഷ്ട പ്രൊഫൈലിലെ ഗുണനിലവാര നിയന്ത്രണ രേഖകൾ സീരിയൽ നമ്പറുള്ള രജിസ്റ്ററുകളിൽ സൂക്ഷിക്കണം, അളവെടുപ്പ് പുസ്തകങ്ങൾ നൽകുന്ന അതേ രീതിയിൽ പ്രവൃത്തികളെക്കുറിച്ചുള്ള ഗുണനിലവാര നിയന്ത്രണ പരിശോധനകളുടെ ചുമതലയുള്ള ഉദ്യോഗസ്ഥർക്ക് നൽകണം. പ്രവർത്തിക്കുന്ന മൂന്നാമത്തെ ബില്ലിനൊപ്പം ഈ രജിസ്റ്ററുകൾ ഹാജരാക്കണം. ബില്ലുകളുടെ പേയ്മെന്റുകൾ ഉറപ്പുള്ള ജോലിയുടെ ഗുണനിലവാരവുമായി ബന്ധിപ്പിക്കണം.
| ബോറോ മെറ്റീരിയലുകളുടെ സ്വഭാവഗുണങ്ങൾ | Q / R / l | ||||||||||||||||||||||
| എസ് | വായ്പയെടുക്കുന്ന സ്ഥലത്തിന്റെ സ്ഥാനം | കി. അതിൽ മെറ്റീരിയൽ ഉപയോഗിക്കുന്നു | മണലിന്റെ ഉള്ളടക്കം% | ഗ്രേഡിംഗ്% കടന്നുപോകുന്നു | പി.ആർ. മൂല്യം | പ്രൊജക്ടർ സാന്ദ്രത | സി.ബി.ആർ. | ഇല്ലാതാക്കുന്ന ഉള്ളടക്കം | സ്വാഭാവിക ഈർപ്പം ഉള്ളടക്കം | ലാബ് ഒതുക്കിയ മണ്ണ് | റെക്കോർഡുചെയ്തത് | ||||||||||||
| 4.75 മി.മീ. | 600 മൈക്ക് | 200 മൈക്ക് | 150 മൈക്ക് | 75 മൈക്ക് | % | റഫ | gm / cc | റഫ | % | റഫ | സാന്ദ്രത | ഈർപ്പം ഉള്ളടക്കം | JE- AE | S- D- O- | EE | പരാമർശത്തെ | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | |
| ടെസ്റ്റ് ആവൃത്തി | : | ഗ്രേഡേഷനായി. 8000 മീറ്ററിൽ പ്ലാസ്റ്റിറ്റി സൂചികയും സ്റ്റാൻഡേർഡ് പ്രോക്ടർ ടെസ്റ്റും 1—2 ടെസ്റ്റ്3 | |||||||||||||||||||||
| : | സിബിആർ (3 മാതൃകകളുടെ ഒരു കൂട്ടത്തിൽ) 3000 മീറ്ററിൽ ഒരു പരിശോധന3 | ||||||||||||||||||||||
| : | ആവശ്യാനുസരണം ഇല്ലാതാക്കുന്ന ഘടകങ്ങൾ. | ||||||||||||||||||||||
| : | സ്വാഭാവിക ഈർപ്പം 250 250 മീറ്ററിൽ ഒരു പരിശോധന3 മണ്ണിന്റെ.113 | ||||||||||||||||||||||
കോംപാക്ഷൻ കാരക്ടറിസ്റ്റിക്സ് എർത്ത് വർക്ക് / ഗ്രേവൽ / മോറം
Q / R / 2
| എസ്. | കെ.എം. | ചുവടെ നിന്ന് പാളി | ലാബ് OMC | ലാബ് ഡിഡി | കിലോമെറ്ററുകളുള്ള സ്ഥലം | |||||||||||||
| 0 | ടു | .1 | .1 | ടു | .2 | .2 | ടു | .3 | .3 | ടു | .4 | ടു | .5 | |||||
| എം.സി. | DD °°സി | റഫ | ||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13. | 14 | 15 | 16 | 17 | 18 | 19 |
| കിലോമെറ്ററുകളുള്ള സ്ഥലം | റെക്കോർഡുചെയ്തത് | പരാമർശത്തെ | ||||||||||||||||
| .5 | ടു | .6 | .6 | ടു | .7 | .7 | ടു | .8 | .8 | ടു | .9 | .9 | ടു | 1 | ജെ.ഇ. | AE | EE | |
| 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 36 | 37 | 38 |
| ലെജൻഡ്— | റഫ | : | നിരീക്ഷണ ഷീറ്റ് നമ്പർ (പേജ്), നിരീക്ഷണ നമ്പർ എന്നിവയുടെ റഫറൻസ്. | |||||||||||||||
| എം.സി. | : | കോംപാക്ഷൻ സമയത്ത് ഈർപ്പം ശതമാനം. | ||||||||||||||||
| തീയതി | : | Gm / cc യിൽ വരണ്ട സാന്ദ്രത. | ||||||||||||||||
| % സി | : | ശതമാനം കോംപാക്ഷൻ.114 | ||||||||||||||||
ഡബ്ല്യുബിഎം, സർഫേസ്, ബേസ്, സബ് ബേസ് കോഴ്സുകൾ എന്നിവയ്ക്കായുള്ള അഗ്രഗേറ്റ് / ബൈൻഡിംഗ് മെറ്റീരിയൽ / സ്ക്രീനിംഗ് എന്നിവയുടെ സ്വഭാവഗുണങ്ങൾ
Q / R / 3
| s. ഇല്ല. | സ്ഥാനം കി.മീ / മീ | പാളി നമ്പർ മുതൽ ബോട്ട് ടോം | തരം ന്റെ ആകെത്തുകയായുള്ള | ഗ്രേഡിംഗ്% IS അരിപ്പയിലൂടെ കടന്നുപോകുന്നു | ||||||||||||||
| 100 മി.മീ. | 80 എംഎം. | 63 എംഎം | 50 എംഎം | 40 എംഎം | 20 എംഎം | 12.5 മി.മീ. | 10 മില്ലീമീറ്റർ | 6.3 മി.മീ. | 4.75 മി.മീ. | 600 മൈക്ക് | 300 മൈക്ക് | 150 മൈക്ക് | 75 മൈക്ക് | റഫ | ||||
| 1 | 2 | 3 | 4 | 5 | 6 |
7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 |
| മൊത്തം ഇംപാക്ട് മൂല്യം |
ദുർബലത സൂചിക | സ്ക്രീനിംഗ് | ബൈൻഡിംഗ് മെറ്റീരിയലിന്റെ PI മൂല്യം | റെക്കോർഡുചെയ്തത് | പരാമർശത്തെ | |||||||
| % | റഫ | % | റഫ | LL | പി.ഐ. | റഫ | % | റഫ | ജെ.ഇ. | AE | EE | |
| 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 | 32115 |
സബ് ബേസ്, ബേസ് കോഴ്സ് എന്നിവയ്ക്കുള്ള ബ്രിക്ക് സ്വഭാവഗുണങ്ങൾ
Q / R / 4
| s. ഇല്ല. | സ്ഥാനം Km m | പാളി നമ്പർ മുതൽ ബോ; ടോം | വെള്ളം ആഗിരണം | കംപ്രസ്സീവ് ശക്തി | |||||||||||||||
| 0 മുതൽ .2 വരെ | .2 മുതൽ .4 വരെ | 4 മുതൽ .6 വരെ | .6 മുതൽ .8 വരെ | .8 മുതൽ 10 വരെ | .0 മുതൽ .2 വരെ | .2 മുതൽ .4 വരെ | |||||||||||||
| % | റഫ | % | റഫ | % | റഫ | % | റഫ | % | റഫ | കിലോഗ്രാം / സെ2 | റഫ | കിലോഗ്രാം / സെ2 | റഫ | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 |
| .4 മുതൽ .6 വരെ | .6 മുതൽ .8 വരെ | .8 മുതൽ 1 വരെ | പുന ered ക്രമീകരിച്ചത് | പരാമർശത്തെ | |||||
| കിലോഗ്രാം / സെ.മീ * | റഫ | കിലോഗ്രാം / സെ.മീ * | റഫ | കിലോഗ്രാം / സെ2 | റഫ | ജെ.ഇ. | AE | EE | |
| 21 | 22 | 23 | 24 | 25 | 26 | 27116 | |||
ബിറ്റുമിനസ് കോഴ്സുകൾക്കായുള്ള അഗ്രഗേറ്റ് പ്രതീകങ്ങൾ
Q / R / 5
|
എസ്ഐ. ഇല്ല. |
സ്ഥാനം കി.മീ / മീ | മൊത്തം തരം | ഐഎസ് അരിപ്പയിലൂടെ കടന്നുപോകുന്ന ഗ്രേഡേഷൻ% | ||||||||||||
| 20 എംഎം | 12.5 മി.മീ. | 10 മില്ലീമീറ്റർ | 6 3 എംഎം | 4.75 മി.മീ. | 2.36 മി.മീ. | 1.7 മി.മീ. | 600 മൈക്ക് | 300 മൈക്ക് | 180 മൈക്ക് | 150 മൈക്ക് | 75 മൈക്ക് | റഫ | |||
| 1 | 2 | 3 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
| മൊത്തം ഇംപാക്ട് മൂല്യം |
ദുർബലത സൂചിക |
വെള്ളം ആഗിരണം |
നീക്കംചെയ്യുന്നു മൂല്യം | റെക്കോർഡുചെയ്തത് | പരാമർശത്തെ | ||||||
| % | റഫ | % | സൂചിക |
ന്റെ , 0 | റഫ | % | റഫ | ജെ.ഇ. | AE | EE | |
| 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28117 |
ബൈൻഡറിന്റെ വ്യാപനത്തിന്റെ നിരക്ക്, സമാഹരിക്കുക& ബിറ്റുമിനസ് ജോലിക്കായുള്ള ബിറ്റുമെൻ ഉള്ളടക്കം
Q / R / 6
|
എസ്ഐ. ഇല്ല. | കി.മീ / മീ | പരീക്ഷാ ഫലം | |||||||||||||||||||||||
| 0 മുതൽ .1 വരെ | .1 മുതൽ .2 വരെ | .2 മുതൽ .3 വരെ | .3 മുതൽ .4 വരെ | .4 മുതൽ .5 വരെ | .5 മുതൽ .6 വരെ | ||||||||||||||||||||
| ബി | എ | ബി.സി. | റഫ | ബി | എ | ബി.സി. | റഫ | ബി | എ | ബി.സി. | റഫ | ബി | എ | ബി.സി. | റഫ | ബി | എ | ബി.സി. | റഫ | ബി | എ | ബി.സി. | റഫ | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 |
| പരീക്ഷാ ഫലം | |||||||||||||||||||
| .6 മുതൽ .7 വരെ | .7 മുതൽ .8 വരെ | .8 മുതൽ .9 വരെ | .9 മുതൽ 1.0 വരെ | റെക്കോർഡുചെയ്തത് | പരാമർശത്തെ | ||||||||||||||
| ബി | എ | ബി.സി. | റഫ | ബി | എ | ബി.സി. | റഫ | ബി | എ | ബി.സി. | റഫ | ബി | എ | ബി.സി. | റഫ | ജെ.ഇ. | AE | EE | |
| 27 | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 36 | 37 | 38 | 39 | 40 | 41 | 42 | 43 | 44 | 45 | 46118 |
ബിറ്റുമെൻ വർക്കിനായുള്ള ടെമ്പറേച്ചർ റെക്കോർഡ്
Q / R / 7
| എസ്. | തീയതി | കി.മീ / മീ | സമയം തുടർച്ചയായ കുറഞ്ഞത് അര മണിക്കൂർ | താപനില | റെക്കോർഡുചെയ്തത് | പരാമർശത്തെ | ||||||||
| ടി.എ. | ടി.ബി. | ടി.എം. | TL | ടിആർ | ജെ.ഇ. | AE | EE | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | ||
| ഇതിഹാസം | : | ടി.എ. | = | മൊത്തം താപനില | ||||||||||
| ടി.ബി. | = | ടാക്ക് കോട്ടിന്റെ സമയത്ത് ബിറ്റുമെൻ താപനില | ||||||||||||
| ടി.എം. | = | മിശ്രിതത്തിന്റെ താപനില | ||||||||||||
| TL | = | മിശ്രിതം ഇടുന്ന സമയത്ത് താപനില | ||||||||||||
| ടിആർ | = | ഉരുളുന്ന സമയത്ത് താപനില119 | ||||||||||||
സർഫേസ് ഇവന്റ് റെക്കോർഡ്
Q / R / 8
| s. ഇല്ല. | തീയതി | സ്ഥാനം Km / m | ജോലി അവസ്ഥ | ഗ്രേഡ് | കാംബർ | റെക്കോർഡുചെയ്തത് | പരാമർശത്തെ | |||||||
| .6 ഇടത് | അരികിൽ നിന്ന് | .6 വലത് | അരികിൽ നിന്ന് | ഇടത്തെ | കേന്ദ്രം | ശരി | ജെ.ഇ. | AE | EE | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
| കുറിപ്പ് | : | സബ്-ബേസ് മുതൽ ബി / ടി ഉപരിതലത്തിലേക്ക് വിവിധ ഘട്ടങ്ങളിൽ ജോലിയുടെ പുരോഗതിക്കൊപ്പം ഈ പരിശോധന പതിവായി നടത്തണം.120 |
||||||||||||
കോൺക്രീറ്റിനായുള്ള കോഴ്സ് അഗ്രഗേറ്റുകളുടെ ടെസ്റ്റുകൾ
Q / R / 9
| s. ഇല്ല. | ക്യൂട്ടി. ശേഖരിച്ചത് cu.m | ഗ്രേഡേഷൻ | പരിശോധിക്കുന്നത് | ||||||||||||
| % കടന്നുപോകുന്നു IS അരിപ്പയുടെ വലുപ്പം (mm) | Φ | Φ | λ | λ | AE % | EE % | എസ്.ഇ. % | ||||||||
| 80 | 40 | 20 | 12.5 | 10 | 4.75 | ഇംപാക്ട് അല്ലെങ്കിൽ ക്രഷിംഗ് മൂല്യം % | ഇല്ലാതാക്കുന്ന ഘടകങ്ങൾ % | വെള്ളം ആഗിരണം % | ശബ്ദം നെസ് | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| കുറഞ്ഞത് | |||||||||||||||
| λ | - | ഓരോ വിതരണ സ്രോതസ്സിനും ഒരു നഷ്ടം, തുടർന്ന് മൊത്തത്തിലുള്ള ഗുണനിലവാരത്തിൽ മാറ്റം വരുത്തുമ്പോൾ. | |||||||||||||
| പരമാവധി | |||||||||||||||
| Φ | - | ഓരോ 50 കം ശേഖരണത്തിനും ഒരു വീഴ്ച.121 | |||||||||||||
കോൺക്രീറ്റിനായുള്ള മികച്ച അഗ്രഗേറ്റുകളുടെ പരിശോധനകൾ
Q / R / 10
| s. ഇല്ല. | ക്യൂട്ടി. പ്രയോഗിച്ചു | ഗ്രേഡേഷൻ | DeleteriousΦ ഘടകങ്ങൾ | ബൾക്കിംഗ് % | സിൽറ്റ് ഉള്ളടക്കങ്ങൾ % | ||||||
| % | കടന്നുപോകുന്നു | ഐ.എസ്. | അരിപ്പ | വലുപ്പം | (mm) | ||||||
| 10 | 4.75 | 2.36 | 1.18 | 600 മീ | 300 മീ | 150 മീ | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 1 | |||||||||||
| 2 | |||||||||||
| 3 | |||||||||||
| 4122 | |||||||||||
സിമൻറ് കോൺക്രീറ്റിനായി വെള്ളത്തിൽ പരീക്ഷിക്കുക *
Q / R / ll
|
s. ഇല്ല. | തീയതി | ഉറവിടം | 0.1 സാധാരണ NaOH, 200 മില്ലി സാമ്പിൾ (മില്ലി) നിർവീര്യമാക്കാൻ | 0.1 200 മില്ലി സാമ്പിൾ (മില്ലി) നിർവീര്യമാക്കാൻ സാധാരണ എച്ച്.സി.എൽ | വെള്ളത്തിൽ% ഖരരൂപങ്ങൾ | |||
| ഓർഗാനിക്% | അജൈവ% |
സൾഫേറ്റുകൾ % | ക്ഷാര ക്ലോറൈഡ്% | |||||
| കുറഞ്ഞത് | ||||||||
| * ഓരോ ജലസ്രോതസ്സിനും ഒരു പരിശോധന അല്ലെങ്കിൽ ഗുണനിലവാരത്തിൽ മാറ്റം ആവശ്യപ്പെടുമ്പോൾ.123 | ||||||||
സിമൻറ് കോൺക്രീറ്റിനായുള്ള പരിശോധനകൾ
Q R / 12
| എസ്. | തീയതി | ഘടനയിലെ സ്ഥാനം | ക്യൂട്ടി. (കം) | പ്രവർത്തനക്ഷമത | കംപ്രസ്സീവ് ദൃ .ത | പരിശോദിച്ചത് | ||||||||||||
| മാന്ദ്യം / കോംപാക്ഷൻ / ഘടകം | 7 ദിവസത്തിന് ശേഷം | 28 ദിവസത്തിന് ശേഷം | AE% | EE% | SE%124 | |||||||||||||
| വീബി | മൂല്യം | സാമ്പിൾ എണ്ണം. | ||||||||||||||||
| ഞാൻ | II | III | IV | വി | ഞാൻ | II | III | IV | വി | |||||||||
അനുബന്ധം 5
പ്രസിദ്ധീകരിച്ച സ്റ്റാൻഡറേഡുകൾ ഉൾക്കൊള്ളാത്ത സ്ഥിരമായ ഫീൽഡ് കൺട്രോൾ ടെസ്റ്റുകൾക്കായുള്ള നടപടിക്രമം
A. ബൈൻഡറിന്റെ വ്യാപനത്തിന്റെ നിരക്ക് നിയന്ത്രിക്കുന്നതിനുള്ള ട്രേ ടെസ്റ്റ്
മുമ്പ് 20 സെന്റിമീറ്റർ x 20 സെന്റിമീറ്ററും 3 സെന്റിമീറ്റർ ആഴവുമുള്ള ലൈറ്റ് മെറ്റൽ ട്രേകൾ റോഡിന്റെ ഇടവേളകളിൽ ചക്ര ട്രാക്കുകൾക്കിടയിൽ വിതരണക്കാരനെ ബന്ധിപ്പിക്കുന്നതിന്റെ പാതയിൽ സ്ഥാപിക്കുന്നു. വിതരണക്കാരൻ കടന്നുപോയതിനുശേഷം, തൂക്കത്തിൽ പൊതിഞ്ഞ ട്രേകൾ നീക്കംചെയ്യുന്നു കടലാസ് ഷീറ്റുകൾ കൈകാര്യം ചെയ്യുന്നതിനനുസരിച്ച് സംഭരിക്കാനും തൂക്കമുണ്ടാക്കാനും കഴിയും. പ്രത്യേക സൈറ്റിന്റെ സാഹചര്യങ്ങൾക്ക് അനുസൃതമായി സ്പെയ്സിംഗും ട്രേകളുടെ എണ്ണവും വ്യത്യാസപ്പെടാം, പക്ഷേ കുറഞ്ഞത് അഞ്ച് ട്രേകളെങ്കിലും സാധാരണയായി ഉപയോഗിക്കും. ട്രേ ടെസ്റ്റ് റോഡിലൂടെയുള്ള സ്പ്രെഡ് നിരക്കിന്റെ വ്യതിയാനവും സ്പ്രെഡിന്റെ ശരാശരി നിരക്കിന് ഒരു നല്ല ഏകദേശവും നൽകുന്നു.
ട്രേകൾ ഗ്രാമിൽ ഡെസിമലിന്റെ ഒന്നാം സ്ഥാനത്തേക്ക് ശരിയായി തൂക്കിയിടും. പരമാവധി രേഖാംശ വിതരണ പിശക് ഉള്ളിൽ ആയിരിക്കും± സ്പെസിഫിക്കേഷന്റെ 10 ശതമാനം.
അതുപോലെ, സ്പ്രേ ബാറിന്റെ വീതിയുടെ ഓരോ 5 സെന്റിമീറ്ററിലും സ്പ്രേ ചെയ്ത ബൈൻഡർ ശേഖരിക്കുന്നതിന് നിരവധി ട്രേകൾ സ്ഥാപിച്ച് മെഷീന്റെ തിരശ്ചീന വിതരണം പരിശോധിക്കാൻ കഴിയും. തിരശ്ചീന വിതരണത്തിലെ വ്യത്യാസം അതിലും കൂടുതലാകരുത്± ശരാശരിയിൽ നിന്ന് 20 ശതമാനം (സ്പ്രേ ചെയ്ത സ്ഥലത്തിന്റെ ഇരുവശത്തും അങ്ങേയറ്റത്തെ 15 സെന്റിമീറ്റർ കണക്കാക്കരുത്).
ബി.
അറിയാവുന്ന ശേഷിയുടെ ഓരോ ലോറി ലോഡിലും ഉൾപ്പെടുന്ന വിസ്തീർണ്ണം അളക്കുന്നതിലൂടെ ഗ്രിറ്ററുകൾ വഴി ഗ്രിറ്റിന്റെ വ്യാപനത്തിന്റെ നിരക്ക് പരിശോധിക്കാൻ കഴിയും.
റോഡിന്റെ ചെറിയ പ്രദേശങ്ങളിൽ നിന്ന് ചിപ്പിംഗുകൾ നീക്കംചെയ്ത് തൂക്കത്തിലും ഇത് പരിശോധിക്കാം. പുതിയ ഡ്രസ്സിംഗിൽ ഒരു ചെറിയ ചതുര മെറ്റൽ ഫ്രെയിം സ്ഥാപിച്ചിരിക്കുന്നു, കൂടാതെ 10 സെന്റിമീറ്റർ ചതുരശ്ര വിസ്തീർണ്ണമുള്ള പ്രദേശത്തെ എല്ലാ ചിപ്പിംഗുകളും ശേഖരിച്ച് ലായകത്തിൽ കഴുകി ബൈൻഡർ നീക്കംചെയ്യുന്നു, തൂക്കമുണ്ട്, ഇടവേളകളിലൂടെ റോഡിലെ പോയിന്റുകളിൽ സ്പ്രെഡ് നിരക്ക് അളക്കുന്നു 1 മീറ്റർ മുതൽ 4 മീറ്റർ വരെ.
തിരശ്ചീന വ്യതിയാനം ഇതിലും കുറവായിരിക്കും± 20 ശതമാനം
ശരാശരി.
C. സെൻട്രിഫ്യൂജ് വഴി മിശ്രിതങ്ങൾ നിർമ്മിക്കുന്നതിനുള്ള ബൈൻഡർ ഉള്ളടക്കത്തിനായുള്ള പരീക്ഷണ രീതി
തണുത്ത ലായക എക്സ്ട്രാക്ഷൻ വഴി മിശ്രിതത്തിലെ ബൈൻഡർ ഉള്ളടക്കം നിർണ്ണയിക്കാൻ ഉദ്ദേശിച്ചുള്ളതാണ് പരിശോധന. പരിശോധനയിൽ നിന്ന് കണ്ടെടുത്ത ധാതുക്കൾ മിശ്രിതത്തിലെ അഗ്രഗേറ്റുകളുടെ നിലവാരം പരിശോധിക്കാൻ ഉപയോഗിക്കാം.
500 ഗ്രാം ഒരു പ്രതിനിധി സാമ്പിൾ കൃത്യമായി തൂക്കി എക്സ്ട്രാക്ഷൻ ഉപകരണത്തിന്റെ പാത്രത്തിൽ വയ്ക്കുകയും വാണിജ്യ ഗ്രേഡ് ബെൻസീൻ കൊണ്ട് മൂടുകയും ചെയ്യുന്നു. സെൻട്രിഫ്യൂജ് പ്രവർത്തിപ്പിക്കുന്നതിന് മുമ്പ് സാമ്പിൾ വിഘടിപ്പിക്കുന്നതിന് മതിയായ സമയം (1 മണിക്കൂറിൽ കൂടരുത്) ലായകത്തിന് അനുവദിച്ചിരിക്കുന്നു.
എക്സ്ട്രാക്റ്ററിന്റെ ഫിൽട്ടർ റിംഗ് ഉണക്കി തൂക്കി പാത്രത്തിന്റെ അരികിൽ ഘടിപ്പിക്കുന്നു. പാത്രത്തിന്റെ കവർ മുറുകെ പിടിച്ചിരിക്കുന്നു. എക്സ്ട്രാക്റ്റ് ശേഖരിക്കുന്നതിന് ഒരു ബേക്കർ സ്ഥാപിച്ചിരിക്കുന്നു.
യന്ത്രം സാവധാനം കറങ്ങുന്നു, പിന്നീട് ക്രമേണ, വേഗത പരമാവധി 3600 r.p.m. ഡ്രെയിനിൽ നിന്ന് ലായകങ്ങൾ ഒഴുകുന്നത് അവസാനിക്കുന്നതുവരെ വേഗത നിലനിർത്തുന്നു. യന്ത്രം നിർത്താൻ അനുവദിക്കുകയും 200 മില്ലി. ബെൻസീൻ ചേർക്കുകയും മുകളിലുള്ള നടപടിക്രമം ആവർത്തിക്കുകയും ചെയ്യുന്നു.
200 മില്ലി. സത്തിൽ വ്യക്തവും ഇളം വൈക്കോൽ നിറത്തേക്കാൾ ഇരുണ്ടതുമാകുന്നതുവരെ ലായക കൂട്ടിച്ചേർക്കലുകൾ (മൂന്നിൽ കുറയാത്തത്) ഉപയോഗിക്കുന്നു.
പാത്രത്തിൽ നിന്നുള്ള ഫിൽട്ടർ റിംഗ് വായുവിൽ ഉണക്കിയ ശേഷം അടുപ്പത്തുവെച്ചു 115 ഡിഗ്രി സെൽഷ്യസിൽ നിരന്തരമായ ഭാരം വരെ നീക്കംചെയ്യുന്നു. ഫിൽറ്റർ പേപ്പറിലൂടെ കടന്നുപോയേക്കാവുന്ന മികച്ച മെറ്റീരിയലുകൾ എക്സ്ട്രാക്റ്റിൽ നിന്നും സെൻട്രിഫ്യൂജിംഗ് വഴി തിരികെ ശേഖരിക്കും. മെറ്റീരിയൽ മുമ്പത്തെപ്പോലെ നിരന്തരമായ ഭാരം വരെ കഴുകി ഉണക്കുന്നു. സാമ്പിളിലെ ബൈൻഡറിന്റെ ശതമാനം ഇനിപ്പറയുന്നതായി കണക്കാക്കുന്നു:
മൊത്തം മിശ്രിതത്തിലെ ശതമാനം ബൈൻഡർ

| എവിടെ | ഡബ്ല്യു1= സാമ്പിളിന്റെ ഭാരം |
| ഡബ്ല്യു2= വേർതിരിച്ചെടുത്ത ശേഷം സാമ്പിളിന്റെ ഭാരം | |
| ഡബ്ല്യു3= സത്തിൽ നിന്ന് കണ്ടെടുത്ത മികച്ച വസ്തുക്കളുടെ ഭാരം | |
| ഡബ്ല്യു4= ഫിൽട്ടർ റിങ്ങിന്റെ ഭാരം വർദ്ധിപ്പിക്കുക |
റോഡ് ടാർ കാര്യത്തിൽ, ബെൻസീനിൽ പൂർണ്ണമായും ലയിക്കാത്ത സാഹചര്യത്തിൽ, ആവശ്യമായ തിരുത്തൽ വരുത്തുന്നത് ലായകത്തിലെ റോഡ് ടാർ ടാർ ലയിക്കാത്തതിന്റെ അടിസ്ഥാനത്തിലാണ്.
ഡി.
ഫീൽഡ് ഡെൻസിറ്റി യൂണിറ്റിന്റെ മെറ്റാലിക് ട്രേ ഉപരിതലത്തിന്റെ ഒരു ലെവൽ സ്ഥലത്ത് സൂക്ഷിക്കുകയും 10cm ഡയയിൽ ഒരു ദ്വാരം പരവതാനിയുടെ മുഴുവൻ കട്ടിയിലേക്ക് മുറിക്കുകയും ചെയ്യുന്നു. ദ്വാരത്തിൽ നിന്ന് നീക്കം ചെയ്ത എല്ലാ വസ്തുക്കളും ശ്രദ്ധാപൂർവ്വം ശേഖരിക്കുകയും തൂക്കുകയും ചെയ്യുന്നു.
ഡ്രൈ സ്റ്റാൻഡേർഡ് മണലിന്റെ ഭാരം, 25 കടന്ന് 52B.S. അരിപ്പ, മണൽ ഒഴിക്കുന്ന സിലിണ്ടറിൽ എടുക്കുന്നു. സിലിണ്ടർ നേരിട്ട് ദ്വാരത്തിന് മുകളിൽ വയ്ക്കുകയും സിലിണ്ടറിന്റെ ഷട്ടർ ഒന്നും കൂടാതെ പുറത്തുവിടുകയും ചെയ്യുന്നു126
ദ്വാരം മണലിൽ നിറയുമ്പോൾ അടയ്ക്കുക. സിലിണ്ടറിലെ ശേഷിക്കുന്ന മണലിന്റെ അളവും സിലിണ്ടറിന്റെ കോൺ നിറയ്ക്കുന്ന അളവും തൂക്കമുണ്ട്.
പരവതാനിയുടെ ഇൻ-സിറ്റു സാന്ദ്രത ഇനിപ്പറയുന്ന രീതിയിൽ കണക്കാക്കുന്നു

| എവിടെ | എ | = | പരവതാനി ദ്വാരത്തിൽ നിന്ന് നീക്കം ചെയ്ത വസ്തുക്കളുടെ ഭാരം |
| ഡബ്ല്യു | = | സിലിണ്ടറിൽ എടുത്ത മണലിന്റെ പ്രാരംഭ ഭാരം | |
| ഡബ്ല്യു1 | = | സിലിണ്ടറിന്റെ കോൺ നിറയ്ക്കുന്ന മണലിന്റെ ഭാരം | |
| d | = | ബൾക്ക് ഡെൻസിറ്റി, മണലിന്റെ ഒരു സിസിക്ക് gm | |
| ഡബ്ല്യു2 | = | സിലിണ്ടറിൽ ശേഷിക്കുന്ന ഭാരം അല്ലെങ്കിൽ മണൽ127 |
അനുബന്ധം 6
സ്ട്രൈറ്റ്-എഡ്ജ് ഉപയോഗിക്കുന്നത് നിയന്ത്രിക്കുന്ന സർഫേസ് പരിശോധിക്കുന്നതിനുള്ള നടപടിക്രമം
ഒരു നേർ-എഡ്ജ് ഉപയോഗിച്ച് ഉപരിതല ക്രമം പരിശോധിക്കുന്നതിന് പാലിക്കേണ്ട നടപടിക്രമം ഇനിപ്പറയുന്നതാണ്