
In order to promote public education and public safety, equal justice for all, a better informed citizenry, the rule of law, world trade and world peace, this legal document is hereby made available on a noncommercial basis, as it is the right of all humans to know and speak the laws that govern them.
EAS 323:2002
ICS 79.020
EAST AFRICAN COMMUNITY
© EAC 2002
First Edition 2002
iDevelopment of the East African Standards has been necessitated by the need for harmonizing requirements governing quality of products and services in East Africa. It is envisaged that through harmonized standardization, trade barriers which are encountered when goods and services are exchanged within the Community will be removed.
In order to achieve this objective, the Partner States in the Community through their National Bureaux of Standards, have established an East African Standards Committee.
The Committee is composed of representatives of the National Standards Bodies in Partner States, together with the representatives from the private sectors and consumer organizations. Draft East African Standards are circulated to stakeholders through the National Standards Bodies in the Partner States. The comments received are discussed and incorporated before finalization of standards, in accordance with the procedures of the Community.
East African Standards are subject to review, to keep pace with technological advances. Users of the East African Standards are therefore expected to ensure that they always have the latest versions of the standards they are implementing.
© East African Community 2002 — All rights reserved*
East African Community
P O Box 1096
Arusha
Tanzania
Tel: 255 27 2504253/8
Fax: 255-27-2504481/2504255
E-Mail: eac@eachq.org
Web: www.each.int
* © 2002 EAC — All rights of exploitation in any form and by any means reserved worldwide for EAC Partner States’ NSBs.
ii| 1 | Scope | 1 |
| 2 | Normative references | 1 |
| 3 | Terminology | 1 |
| 4 | Creosote | 1 |
| 5 | Plant equipment | 1 |
| 6 | Preparation and conditioning of the timber | 1 |
| 7 | Stacking in the cylinder | 2 |
| 8 | Processing by pressure creosoting | 2 |
| 9 | Processing by hot-and-cold open tank with creosotes | 3 |
| 10 | Penetration and retention | 3 |
| 11 | Handling timber after treatment | 4 |
| Annex A (normative) Requirements for coal tar creosote for wood preservation | 5 | |
| Annex B (normative) Determination of moisture content | 6 | |
Successful timber preservation by creosoting depends on the depth of penetration of the creosote and the amount retained in timber. However, it is important to emphasize that successful preservation cannot be effected without due regard to the preparation of the timber before creosoting. In regard of this, seasoning is most important, hence an average moisture limit has been specified.
The most satisfactory method of ensuring adequate penetration and retention is to employ pressure processes. Penetration, (gross absorption) and net retention or net absorption depend on the wood species, size and condition of the timber, the process used and the values as well as duration of the pressure applied. But other variables such as the temperature, surface tension, viscosity, etc., of the creosote can also have an effect.
In the preparation of this East African Standard, assistance was drawn from
BS 144:1997, Specification for coal tar creosote for wood preservation published by British Standards Institution
ASTM D 1760-86a, Standard Specification for pressure treatment of timber products published by American Society for Testing and Materials Standards, Vol.04.09, Wood.
Acknowledgement is hereby made for the assistance received from these sources.
ivSpecification for wood preservation by means of pressure creosoting
This East African Standard specifies methods that can be used for the preservation of wood by pressure creosoting and other methods of treatment with coal tar creosote.
For the purposes of this East African Standard, the following reference shall apply:
EAS 24, Glossary of terms used in timber industry.
For the purpose of this East African Standard, the terminology given in EAS 24 shall apply.
The creosote used shall comply with the requirements specified in Annex A.
Treatment plants shall be equipped with thermometers, gauges, stop watches, recording devices and related items to indicate accurately the conditions at all stages of the treatment process. Such equipment shall be maintained in acceptable working condition.
The apparatus and chemicals necessary for making analyses and tests required shall be provided by plant operators and kept in condition for use at all times.
Prior to treatment, timbers shall be air seasoned under proper sanitary conditions to minimize checking after treatment and to permit maximum penetration and retention of preservative. Such air seasoning shall be sufficient to ensure conformance with the user specifications for preservatives treatment. Also the Boulton process (boiling under vacuum) may be employed to condition green or unseasoned timber prior to pressure impregnation processes.
NOTE The Boulton process is a very severe treatment process and unless extreme caution is exercised, breakdown of the timber structure may occur. The process should only be used with prior agreement with the customer.
The average moisture content of the seasoned timber immediately prior to creosoting shall not exceed 28 %. Suitable methods for determining moisture content are given in Annex B. Owing to the natural variability in the drying rates and equilibrium moisture contents of timber, the moisture content of individual samples may cover considerable range of above and below the average value.
Where it is specified that timber shall be incised, the incisions shall be made parallel to the general direction of the grain to a depth of 20 mm or at least the depth of minimum preservative penetration
1required. The incisions shall be reasonably clean cut and their spacing pattern and depth shall be such as to ensure uniform penetration of preservatives.
The surface of the timber to be treated shall be free from extraneous water, mud or dirt, as well as from all inner and outer bark. All specified framing, boring and related operations to be performed by the supplier shall be done prior to treatment.
Only timber of the same species and similar cross sectional area shall be creosoted in the same charge, and shall be stacked in the cylinder so that the creosote shall have free access to all surfaces.
NOTE If necessary the timber should be separated by sticks or laths, this is particularly important when planed timber is to be treated.
Many different schedules for applying creosote under pressure have been devised; each requires the timber to be contained in a pressure cylinder and uses hot creosote with varying combinations of time, temperature, pressure and vacuum.
Full cell processes are normally used where high absorption of creosote is required or where impermeable species are being treated. After treatment, the timber cells are nearly full of creosote, which may give rise to exudation of free creosote on the surface of the timber when in service.
Empty cell processes are normally used when permeable species are being treated, and the high absorption resulting from a full cell process is not necessary. After treatment, the timber cells contain almost no creosote, minimizing exudation of creosote on the surface.
During the pressure period, the minimum temperature for type 1 and type 2 creosote shall be 65 °C and the maximum temperature shall be 100 °C. The applied pressure shall be a gauge pressure not lower than 1 MPa and not higher than 1.4 MPa.
NOTE With resistant timbers, notably some species of softwoods, a high pressure may cause collapse, especially with a high creosote temperature. In this case, it is better to employ a high creosote temperature and a moderate or low creosote pressure.
The pressure period shall be measured from the time the specified maximum pressure (see 8.2) is reached. Pressure shall be maintained until the required penetration and retention has been achieved.
In the Bethel process, timber is enclosed in a pressure cylinder, and a vacuum of at least -75 kPa applied. Hot creosote (see Clause 4) is introduced into the cylinder until the cylinder is full and then the vacuum is released. After which, a pressure of sufficient magnitude (see 8.2) is applied and maintained long enough to ensure that the requirements regarding penetration and retention are met (see 10.2 and10.3).
The pressure is released and the cylinder emptied of creosote. Finally, a vacuum of not less than -75 kPa is applied so that the timber is substantially free from surplus creosote before removal from the cylinder.
2In the Rueping process, timber is enclosed in a pressure cylinder, and an air pressure greater than atmospheric pressure (100 kPa) but not exceeding 400 kPa applied while the gauge pressure is maintained, hot creosote (see clause 4) is introduced into the cylinder until the cylinder is full. The pressure is increased to a sufficient magnitude and maintained for long enough to ensure that the requirements regarding retention and penetration are met (see 10.2 and 10.3).
The pressure is then released and the cylinder emptied of creosote. A final vacuum of not less than -75 kPa is applied for a sufficient period to ensure that the air in the cylinder has expanded and forced out any free creosote from the cells of the timber, reducing the creosote retention.
The procedure for the Lowry process is the same as for the Rueping process (see 8.5), except that the air in the cylinder is maintained at atmospheric pressure until the cylinder is full of hot creosote.
NOTE Creosote retention by Lowry process is normally higher than with the Rueping process.
The hot and cold open tank process can be carried out in any convenient open tank or drum suitable for the size and quantity of wood to be treated. It is essential to provide some means of lifting the timber in and out of the tank, and to ensure that timber is completely submerged in the creosote and then heated safely to 90 °C ± 5 °C (see warning below), causing air to be extracted from the timber by expansion (the vapour pressure within the wood also increases, expelling further air). The temperature is maintained for at least 1 h, depending on the size and permeability of the timber, after which the creosote and timber are allowed to cool. On cooling, the remaining air in the timber contracts and the vapour pressure decreases creating a partial vacuum that draws the creosote into the wood.
WARNING! Smoking and other potential sources of ignition shall be avoided, because the creosote may be heated above its flash point. Naked flames shall not be used for heating.
NOTE 1 Permeable species often absorb much more creosote than necessary. Excess creosote can be removed by reheating the charge to 90 °C ± 5 °C for about 1 h, then removing the timber while still hot. During reheating up to 50 % of the retained creosote is expelled.
NOTE 2 Practically all the creosote absorption takes place during the cooling period. In view of this, different results are achieved if timber is merely immersed in the hot creosote for steeping.
NOTE 3 Alternatively, cooling can be achieved more quickly by transferring the timber to a tank of cold creosote, or the timber can be preheated for 1 h or 2 h with hot air, before transferring into cold creosote.
The net retention is a quantity of creosote remaining in the timber after removal from the cylinder. It shall be calculated from the difference in mass before and after treatment of representative samples mutually agreed between the two parties, or based on the volumetric measurements of the creosote in the working tank before and after treatment.
NOTE If the temperature of the creosote in the measuring tank is not the same when each reading is taken, a correction shall be made, based on the assumption that creosote expands 1 % in volume for a rise in temperature of 15 °C, where the density of creosote at 38 °C may be taken as 1040 kg/m3..
In case of penetration, the requirements are primary ones, hence they shall be met even where this would result in the net retention exceeding the amount specified because they are independent of the net retention requirements.
3Whenever practicable, all sapwood shall be completely penetrated and a minimum of 6 mm penetration of exposed heartwood depending on the quality of treatment required.
The average net retention for the charge, which is determined in accordance with 10.1 shall not be less than 115 kg/m3. This minimum requirement specified does not apply to the net retention of individual pieces in a charge.
In case exceptionally long and consistent life is required or where the hazard of deterioration is exceptionally high, (such as marine works in sea and tidal waters, works on land and in fresh water, etc.), net retention above the minimum should be specified.
To prevent damage to treated timber, hooks shall not be used on the side surfaces of treated material. All handling of treated piles, poles, sleepers, etc, with pointed tools shall be confined to the ends only.
When pressure-treated materials have been accidentally damaged, or when it has been absolutely necessary to cut or bore into them after treatment in such a manner as to expose or nearly expose the untreated wood, such injuries, cuts or holes shall be carefully liberally field - treated by brushing, spraying or immersion in hot creosote so as to reduce the danger of decay or of insect or borer attack. Holes bored in treated material and not used, shall be poured full of hot creosote and plugged with tight-fitting treated plugs or treated with a pressure bolt hole treater device.
4(normative)
This annex covers general requirements for two types of coal tar creosote for wood preservation. Type 1 creosote is intended for treatment of timber by pressure impregnation or hot and cold open tank process. Type 2 creosote is also intended for pressure impregnation, but has a more closely defined distillation range and a more restricted residue content than creosote Type 1. Type 2 creosote is especially suitable for treatment of poles for overhead power and telecommunication lines and structural timbers, where bleeding in service could present a problem.
All types of creosote shall consist of blends of distillates of coal tar and shall be free from petroleum oils or oils not derived from coal tar.
The creosote, when manufactured and then tested with the relevant acceptable methods shall be in accordance with the limiting requirements in use within treatment plants as shown in Table A.1 below.
| Property | Type 1 | Type 2 | ||
|---|---|---|---|---|
| Liquidity, temperature.°C at which the product is completely liquid after 2 h. | 32 | 32 | ||
| Density, kg/m3, at 38 °C. | Min 1003 |
Max 1108 |
Min 1003 |
Max 1108 |
| Distillation recovery of dehydrated creosote, %, m/m, at 205 °C 230 °C 270 °C 315 °C 355 °C |
- - - - 60 |
6 40 - 78 - |
- 5 - 40 73 |
5 30 - 78 90 |
| Flash Point, °C, Pensky - Martens closed tester. | 61 | 61 | ||
| Viscosity, mm2/s, kinematic at 40 °C. | - | - | 4 | 20 |
| Water content, %, v/v, | - | 3.0 | - | 3.0 |
| Insoluble matter content, %, m/m. | - | 0.6 | - | 0.6 |
(normative)
The determination of moisture content by oven drying the sample is preferred compared with the determination of moisture content by the distillation method, especially in case of timbers having a high content of aqueous volatile substances. Therefore, owing to the loss of other volatile products, the results by the former method tending to be higher than that by the latter method.
To determine the average moisture content of a piece of timber, a sample consisting of a full cross-section 12 mm to 20 mm thick shall be cut not less than 225 mm from one end. Alternatively, if it is not possible to cut the timber, borings totalling not less than 8 g in mass shall be taken not less than 225 mm from one end to the centre of the section from the outer or sapwood face, by means of a test borer consisting of a hollow auger and extractor.
An ordinary wood bit 12 mm to 25 mm diameter can also be used to obtain borings but, if this is done, special care shall be taken as the results may be too low through loss of moisture from the chips owing to the heat produced by the friction of the tool.
Any of the above procedures can be employed when it is required to determine the moisture distribution across a piece of timber. Borings should then be taken to the appropriate depth and, if a full cross-section is used, it should be cut up in a manner similar to that indicated by the dotted lines in figure B.1 and each piece weighed before it is dried in an oven.
With timbers whose cross-section area exceeds 650 cm2, the moisture contents specified shall be those of the outer layers of the wood, either to a depth of 50 mm or to the full depth of the sapwood, whichever is greater.
The samples should preferably be weighed as soon as they are obtained but, if this is not possible, they shall immediately be put into a stoppered weighing bottle or other air-tight container, and weighed as soon as possible thereafter.
Any suitable ventilated oven that can be controlled at between 95 °C and 105 °C may be used.
Weigh the sample as soon as possible after taking it, m1, (see clause B.1) and place it in an oven which has already been adjusted to between 95 °C and 105 °C. Remove the sample periodically, cool it in a desiccator and re-weigh it. Repeat the drying and weighing until there is no further significant loss in mass, showing that all moisture has been driven from the sample, m2.
Calculate the moisture content, w, as a percentage of the oven dry mass from the following equation:
where
| w | is the moisture content, as a percentage of the oven dry mass of the sample; | |
| m1 | is the mass of the sample before drying, in g; | |
| m2 | is the mass of the sample after oven drying, in g. |
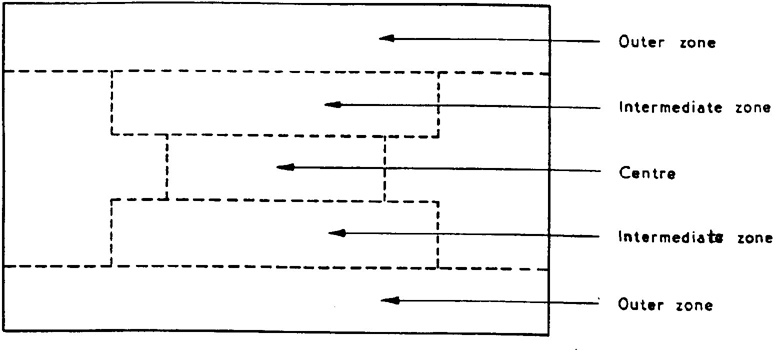
Figure B.1 — Diagram showing cutting for moisture determination
7