In order to promote public education and public safety, equal justice for all, a better informed citizenry, the rule of law, world trade and world peace, this legal document is hereby made available on a noncommercial basis, as it is the right of all humans to know and speak the laws that govern them.

CARICOM Regional Organisation for Standards and Quality (CROSQ)
2nd Floor Nicholas House
29 & 30 Broad Street
Bridgetown, St Michael
Barbados
T: 246.622.7670 | F: 246.622.7678
Website: http://www.crosq.org
© CROSQ 2010 – All rights reserved
Unless otherwise specified, no part of this publication may be reproduced or utilized in any form or by any means, electronic or mechanical, including photocopying and microfilm, without permission.
CRS 20: 2010
CARICOM Regional Organisation for Standards and Quality (CROSQ)
2nd Floor, Nicholas House
29 & 30 Broad Street
Bridgetown, St. Michael
Barbados
T: 246.622.7670 | F: 246.622.7678
Website: http://www.crosq.org
© CROSQ 2010 - All rights reserved. No part of this publication is to be reproduced without the prior written consent of CROSQ.
ISBN 978-976-8234-25-4
ICS97.140
| AMENDMENT NO. | DATE OF ISSUE | TYPE OF AMENDMENT | NO. OF TEXT AFFECTED | TEXT OF AMENDMENT |
|---|---|---|---|---|
This CARICOM Regional Standard was prepared under the supervision of the Regional Technical Committee for Wooden Products (RTC #18) (hosted by CARICOM Member State, Guyana), which at the time comprised the following members;
| Members | Representing |
|---|---|
| Mr. Sean Ramrattan (Chairperson) | Georgetown Chamber of Commerce and Industry |
| Mr. Sewanarine Singh | Shiva Woodworking |
| Mr. Clyde De Haas | Courts (Guyana) Limited |
| Mr. David Boodnah | Modern Industries Limited |
| Mr. Peter Singh | Melsha Furniture Store |
| Mr. Hemraj Seecharran | Guyana Forestry Commission |
| Mr. Robin Diaram | Precision Woodworking |
| Mr. Elton Patram (Technical Secretary) | Guyana National Bureau of Standards |
| Foreword | 1 | |||
| 1 | Scope | 2 | ||
| 2 | Terms and definitions | 2 | ||
| 3 | Materials | 5 | ||
| 3.1 | Timber (sawn lumber) | 5 | ||
| 3.2 | Plywood | 6 | ||
| 3.3 | Laminated components | 6 | ||
| 3.4 | Veneers | 6 | ||
| 3.5 | Blockboard | 6 | ||
| 3.6 | Chipboard | 6 | ||
| 3.7 | Dowels | 6 | ||
| 3.8 | Webbing | 6 | ||
| 3.8.1 | Rubberised webbing | 6 | ||
| 3.8.2 | Rubber webbing | 6 | ||
| 3.9 | Hessian | 6 | ||
| 3.10 | Polyurethane foam | 7 | ||
| 3.11 | Flock for upholstery filling | 7 | ||
| 3.12 | Other natural and synthetic filling materials | 7 | ||
| 3.13 | Thread for upholstery | 7 | ||
| 3.14 | Adhesives | 7 | ||
| 3.15 | Spring wire | 7 | ||
| 3.16 | Hardware | 7 | ||
| 4 | Manufacture | 8 | ||
| 4.1 | Manufacturing requirements | 8 | ||
| 4.2 | Warranty | 8 | ||
| 5 | Cabinet furniture | 8 | ||
| 5.1 | General construction | 8 | ||
| 5.1.1 | Framed construction | 8 | ||
| 5.1.2 | Stool construction | 8 | ||
| 5.1.3 | Box construction | 9 | ||
| 5.2 | Headboards | 10 | ||
| 5.3 | Tables | 10 | ||
| 5.3.1 | Table tops | 10 | ||
| 5.4 | Components | 10 | ||
| 5.4.1 | Shelves | 10 | ||
| 5.4.2 | Drawers | 10 | ||
| 5.4.3 | Doors and falls | 12 | ||
| 6 | Chairs | 12 | ||
| 6.1 | Construction | 12 | ||
| 6.1.1 | Dining chairs | 12 | ||
| 6.1.2 | Easy chairs | 13 | ||
| 6.1.3 | Settees | 13 | ||
| 6.2 | Adhesives | 13 | ||
| 6.3 | Upholstering | 13 | ||
| 6.3.1 | General assembly | 13 | ||
| 6.3.2 | Serpentine (no sag) springs | 14 | ||
| 6.3.3 | Tension springs | 14 | ||
| 6.3.4 | Spring cushion units | 15 | ||
| 6.3.5 | Latex and polyurethane foam cushions | 15 | ||
| 7 | Workmanship and finish | 15 v | ||
| 7.1 | Factory | 15 | ||
| 7.2 | Machining | 16 | ||
| 7.3 | Joints and gluing | 16 | ||
| 7.4 | Veneering | 16 | ||
| 7.5 | Finishing | 16 | ||
| 8 | Labelling | 16 | ||
| 8.1 | General requirements | 16 | ||
| 8.2 | Detailed requirements | 16 | ||
| 9 | Inspection | 17 | ||
| Annex A (informative) Joints for furniture | 18 | |||
| List of figures | ||||
| Figure A.1 — Bridle joint | 18 | |||
| Figure A.2 — Combed joint | 18 | |||
| Figure A.3 — Dove tailed joint | 18 | |||
| Figure A.4 — Dowelled joint | 19 | |||
| Figure A.5 — Halving joint | 19 | |||
| Figure A.6 — Housed joint | 19 | |||
| Figure A.7 — Knock-down fitting | 19 | |||
| Figure A.8 — Lock joint | 20 | |||
| Figure A.9 — Mitre joint | 20 | |||
| Figure A.10 — Mortise and tenon joint | 20 | |||
This CARICOM Regional Standard has been prepared to provide guidance to the furniture manufacturing industry. The quality of a piece of furniture is very dependent on the quality of materials used and the workmanship employed during manufacture and this standard provides the requirements necessary to benchmark the industry in these areas.
This standard was approved by the Thirty-first Meeting of the Council for Trade and Economic Development on 29 November - 3 December 2010.
In the development of this standard, assistance was derived from the following:
This standard specifies the requirements for the materials, construction, workmanship and finish employed in the manufacture of all types of wooden furniture.
For the purposes of this standard, the following terms and definitions shall apply.
with warp and weft threads at an angle
knot that has been partially decayed forming a cavity and has a very dark appearance
board made of pieces of wood put together by glue, sand and finish with or without veneer
bluish discolouration of the sapwood and growth root resulting from fungal infection
when the heart is enclosed within the four surfaces of a hewn or sawn timber through its entire length and reasonably well centred at both ends
body, shell or frame of a piece of furniture exclusive of ornamentation doors or fittings
fissure or crack along the grain of the timber which does not pass through from one face to the opposite or adjacent one
shredded wood glued together
several together
decaying or rotting
disintegration of the wood substance due to action of wood-destroying fungi
2irregularity occurring in, or on the timber, resulting in reduction of its quality
material used to strengthen the edge of a piece of furniture
single relaxing chair
fixing of any material to a piece of furniture to cover the edges
cavity in the wood or board exposing the pith
movable equipment of a building, room or similar area
EXAMPLE table, chair, bed including mattress
general direction or arrangement of the fibres in wood
timber of the broad-leafed tree species
NOTE The fine structure of hardwood timber is different (fibres and vessels) to that of the softwoods (tracheids).
inner part of the tree beneath the sapwood where the cells are no longer taking part in the growth process of the tree
strip of wood set above the drawer to prevent its tilting when opened
portion of a branch embedded in the wood
hole formed on a piece of wood as a result of a decayed knot
assembled product made up of layers of wood and adhesives in which the grain of adjacent layers is parallel
3NOTE These are used in making laminated components.
fixing to an edge of a solid hardwood lip at least 6 mm thick, tongued and grooved into the edge or by means of a high frequency bonding process
hardwood reinforcing member
small or narrow
support of a drawer side on which the drawer slides
outer layer of wood in a tree stem adjacent to the bark and playing an active part in the growth process of the tree
process of reducing initial moisture content of timber to the required moisture content
number of items that resemble one another or are usually found together
two or three-seater chair
separation of the wood fibres along the grain
firm
free from discolouration
separation of the fibres along the grain forming a crack or fissure extending through the piece from one surface to another
natural separation of the wood due to the tearing apart of the wood cells
4thin sheet of wood produced by rotary-cutting or slicing
defect on a piece of wood that lacks square corners
strong, narrow, closely woven fabric designed for bearing weights
Furniture shall be constructed of hardwoods with a density of 480 kg/m3 to 640 kg/m3 at 12 % moisture content.
The number of growth rings shall be between 5 and 20 per 20 mm measured at right angles to the ring system.
Timber shall be seasoned to a moisture content of 8 % to 15 %. Air drying or kiln drying and conditioning shall be effected in such a way that case-hardening, honey-combing, bow, spring or twist does not occur.
For load-bearing structural members, the slope of grain shall not diverge from the longitudinal direction of the member by more than 1 in 10.
Knots and knotholes shall be absent from load-bearing structural timbers. Sound knots are permitted elsewhere. These shall be free from signs of decay, sound across the face, at least as hard as the surrounding wood and do not exceed 20 mm or ¼ the width of the face on which they occur, whichever is the smaller. Cluster or pin knots for decorative purposes may occur in non load-bearing components. Dead knots are not acceptable.
The timber shall be free from:
Timber affected by blue-stain is allowed to be used in non-show wood.
The timber shall be sound bright.
5Plywood shall be of balanced construction, containing either:
Facing plies shall be un-jointed and shall be free from knots, surface irregularities, pinholes or patching.
Adhesives used in the construction of plywood shall be of at least interior type.
Laminated components and associated core wood where present, shall not have defects such as knots, checks, splits, shakes or boxed heart.
Veneers shall be free from visible defects or surface irregularities. Discolouration is permitted for backing veneers.
Blockboard shall be faced with grade one veneer and bonded with interior type adhesive.
Chipboard shall be of the flat pressed type and not the extruded type.
Dowels shall be made of straight-grained hardwood and shall be multi-grooved lengthwise at an angle of 25 ° to their axes. The moisture content shall be 8 % to 10 %.
Webbing shall be made from flax, hemp, jute, elastic or rattan cane.
Rubberised webbing shall contain a core of cords laid on the bias. It shall have a breaking strength of 14 N per mm of width. Rubberised webbing shall be used in accordance with the manufacturer’s instructions.
Rubber webbing shall have a breaking strength of 20 N per mm of width. It shall be protected against premature degradation and shall be used in accordance with the manufacturer’s instructions.
Hessian cloth shall weigh 300 g/m of 1 m wide material.
6Flexible polyurethane foam shall have a density of 19 kg/m3 to 20 kg/m3. Crumbed foam shall be well-bonded and shall be free from skin.
Flock for upholstery filling shall not contain more than 1.8 % soluble extractable matter.
Other natural and synthetic filling materials are permitted as long as they are not hazardous to health.
EXAMPLE Hairs, fibres, felts, flocks, kapok, feathers, rubber foams, polyester and polystyrene beads
Sewing thread for upholstery shall have a breaking strength of 20 N and shall be suitable for the upholstery fabric with which it is used.
Dyed thread shall have a colour-fastness rating equal to that of the fabric with which it is to be used.
Adhesives shall consist of:
NOTE Adhesives do not stop wood movement. If the strength of the adhesive exceeds the strength of the wood fibres then the wood would fail around the adhesive joint. With this fact in mind, furniture manufactured should be designed and manufactured to accommodate this wood movement. Composite boards are dimensionally more stable in length and width, but may be subject to variances in thickness as they absorb or loose moisture. The exposed edge of composite materials should be sealed to protect against gradual deterioration from moisture absorption promoting fungal growth. Composite materials when joined to solid wood should be considered in the same way as joining long grain solid wood to cross grain solid wood.
All springs shall be manufactured from hard-drawn carbon steel wire and shall be given a low temperature heat treatment at 250 °C, in order to relieve the stresses set up during cooling.
All hardware fittings shall not be easily corroded and shall be suitable for the purpose for which they are used.
7The manufacturer shall ensure that all materials used in the manufacture of furniture comply with this standard and shall maintain documentary evidence of such compliance. There shall be adequate facilities for the storage of materials and for manufacture of furniture in accordance with this standard.
The manufacturer shall repair or replace without charge, any article or articles sold with defects that would have occurred during the manufacturing process on a piece of furniture, or thereafter due to manufacturer’s fault, up to one year.
The carcase of cabinet furniture shall be constructed using one of the following three methods of construction or a combination of these:
Frames and cross-section shall be of solid hardwood. The joints of the frame shall be mortised and tenoned, or dowelled.
Where glass is used in panelling, the frame shall be of show-wood, both on the interior and exterior faces. The glass shall be held in place by slips pinned or screwed to the frames. The adhesive used to attach facings to frames shall be polyvinyl acetate or urea formaldehyde type.
Components shall be jointed together by:
The length of screws used shall be such that when inserted, about half of its length is located in each component joined, but the point of the screw shall come no closer to the face than 6 mm.
The corners formed by the components shall be finished in such a way that the framing, if not of show wood, is covered by a lipping or edge veneer. Where facings meet at a corner, they shall be mitred to show a clean arris, and shall not be left with a sharp or pointed edge or finish.
Stool construction shall consist of four main corner posts to which rails are attached, giving a rectangular framework.
8The joints of legs to the frame or top shall be:
For stool supports for carcases, the legs shall be joined securely to a base frame or shall form an integral part of the carcase, or alternatively shall be securely attached to a specially strengthened part of the carcase. The size and cross section of the legs and rails shall be related to the type of furniture and to its end use (see Annex A for types of joints).
Carcases shall be fixed to stool bases by pocket screws, dowels or glue blocks.
Boards used in box construction shall be:
NOTE Box construction is used basically for carcase construction and consists of wide boards jointed at the ends to form a rectangular box-like structure.
Nails are not permitted to be used for fixing the structural components together.
Fixed divisions shall be housed into the face of chipboard by:
Internal divisions shall be fixed to the outer shell in such a way that the strength of the sides of the carcase is not affected adversely.
Backs shall be grooved in, rebated and screwed or pinned and glued.
Unsupported backs of 0.75 m2 in area shall be of 3 mm plywood or hardboard and unsupported backs of 1.1 m2 shall be of 5 mm plywood. Backs of greater area shall be supported by muntins or by extruded metal H-sections.
9Lipping of edges with wood shall be formed by:
Headboards of bedsteads shall be of solid timber or wood with a minimum of 18 mm in thickness. Cross rails shall be spaced at 450 mm from centre to centre. The frames shall be mortised and tenoned, dowelled or tongued and grooved. Legs shall be attached to head boards by dowels or screwed and glued with at least 3 counter-sunk screws.
Rails, if constructed of solid timber, shall be attached to the legs by knock-down fittings. Rails for spring or upholstered bases shall have timber, screwed and glued to the inside of the rails to serve as a support for the spring or upholstered base.
Wooden table tops shall be connected to the frame by a method which permits lateral movement of expansion or contraction.
The thickness of table tops shall be at least:
Cross rails shall be used to support the top when the unsupported area of the top is over 0.75 m2.
Tops shall be secured to the rails by screws.
Edges of plywood or chipboard table tops shall be edge-veneered with solid hardwood lips of 3 mm in thickness.
All loose shelves shall be reversible. Wooden shelves of up to 900 mm long shall be at least 25 mm in thickness. Shelves 900 mm to 1200 mm long shall be at least 28 mm in thickness and longer timber shelves shall be provided with intermediate support.
The front of the drawers shall be of solid timber, plywood, chipboard or MDF boards.
10If the side of the drawer is grooved to take a runner, the depth of the groove shall be not greater than half the side thickness.
The bottom of drawers over 600 mm wide shall be reinforced with a central muntin to give support to the drawer bottom.
Grooves shall be provided in the sides and front to retain the bottom in place. The depth of the groove shall be no more than half the thickness of the sides. Alternatively, drawers shall have the bottom grooved half way into a 9 mm fillet (hardwood strip) glued to the sides.
Drawer front joint shall disassemble from the side and shall not stop against any part of the carcase. Front to side joints shall be dovetailed, lock jointed, comb jointed or dowel jointed. Drawer face shall be glued and screwed on to the drawer case.
Back to side joints shall be dovetailed, lock jointed or comb jointed or the back shall be held in grooves of depth half the thickness of the sides. The grooves shall be 12 mm inwards from the back ends of the sides.
Drawer glides shall be made of metal with nylon rollers or hardwood.
Kickers, runners and drawer blocks shall be made of hardwood to resist wear.
Runners underneath the drawer shall be of such thickness that will support the drawer sides and blocks.
Inserted type runners shall:
The depth of runners, whether below or grooved into drawer sides shall be:
The wearing surfaces of runners, kickers and drawer sides shall be treated with wax or other suitable materials to improve the sliding properties.
Pulls or handles shall be of adequate strength and shall be either the sunken or plant-on type. Drawers of over 600 mm wide shall be provided with two-handed grip, plant-on handles or continuous concealed grooves.
11Stops shall be fitted at each side of drawers within 50 mm of the corners at the front or at the back of the drawer.
The clearance between the back of the drawer and the carcase shall be 25 mm unless this requires the drawer to be more than 400 mm deep overall.
Three hinges shall be provided for doors of over 900 mm in height. A single piano hinge shall be used for all doors in which case chipboard need not be lipped.
Chipboard or MDF board if hinged on edge shall be fitted with 12 mm lipping.
Doors over 1200 mm in height shall be fitted with a closure at the top and at the bottom, or one near the centre. Falls shall be similarly fitted with closures.
Sliding doors shall be designed to have a height to width ratio of 9 to 5. The sliding mechanism shall operate smoothly. The bottom of doors shall be fitted with wear-resistant, smooth-running fitments, and the upper surface of the bottom frame shall be similarly fitted.
In the construction of dining chairs, mortise and tenon joints or combed joints shall be used. In the side rail to back leg joint, mortise and tenon joints only shall be used. Dowel joints shall be used in the joint of side rail to front leg or in front and back rails, provided that a joint using three dowels can be achieved.
An under frame shall be used all around, or at least joining back to front legs, for chair legs less than 625 mm2 in cross-section. Where arms are provided, an under-frame is not required. Chair legs attached to one rail only, shall be joined by a mortise and tenon joint which is pinned by a dowel at right angles to the joint.
Under-framing connecting back and front legs shall be mortised and tenoned at both joints and shall be 560 mm2 in cross-section.
The gap between the seat and the chair frame shall be no more than 1.5 mm when the seat is in place.
12Where a laminated seat is re-stuffed, it shall be vented. All dining chairs except those with solid seats shall have corner blocks which shall be fixed by rebating or by gluing and screwing or shall have gussets glued into grooves.
Seats which form part of the fixed structure of the chair shall have 9 mm thick plywood, supported by rails. Edge jointed solid timber if used, shall form part of the structure and the legs shall be fixed to it directly by dowelling or tenoning.
Dowel joints shall be used for all joints provided the height of the seat rails of the chairs is 350 mm. Where the seat rails are higher than this, the side rails shall be connected to the back by mortise and tenon joint. Rails holding the seating shall be attached by a screw or nail.
Dowel joints shall be used with three dowels. Where two dowels are used, they shall be situated at the top and the bottom of the rail. All joints shall be braced by corner blocks which shall be glued, or metal braces shall be used.
For settees over 900 mm in width, a cross rail shall be inserted at the centre of the base. The cross rail shall be so reduced in section as to allow for depression of the springing or webbing.
For settees wider than 1350 mm, at least two such cross rails similarly dipped shall be fitted and an extra pair of legs forming an integral part of the frame structure shall be provided.
Arms on fully upholstered settees shall be planed and arrises rounded to prevent wear on the filling and cover.
Backs shall form an integral part of the structure and shall be fixed at a minimum of three points. Dowel or mortise and tenon joints shall be used throughout.
In the construction of chair joints, a gap-filling urea formaldehyde adhesive shall be used in accordance with the manufacturer’s instructions. Other adhesives referred to at 3.14 shall be used provided it can be shown that they have similar properties of strength and durability.
The edges of the front, arm and back frame shall be covered with 25 mm foam or with paper cord or wadding to prevent wear of the covering.
Where loose cushions are used over serpentine or tension springs which damage cushion covers, a layer of filling or insulating material with upholstery fabric quilted-on shall be attached to the webbing (see 3.12).
Arms shall be padded inside and on top. The covering materials on the inside arms of fully upholstered settees shall be supported by webbing.
13Jute, hemp, flax, elastic or rattan webbing shall be attached to the frame at each end with tacks or upholstery staples driven through a double layer of the webbing. The webbing shall be stretched to the full limit practicable with a web strainer. Strips of fabric are not permitted to be used as webbing.
The number of lengths of webbing used in any settee or chair seat shall be as follows:
Rubberised webbing or rubber webbing shall be used in accordance with the recommendation of the manufacturer, particularly in regard to the method of attachment, tensioning and spacing of strands.
Springs shall be attached from front to back rails. All steel fixing clips shall be suitably insulated with fabric to eliminate metal-to-metal contact and prevent squeaks.
Brass clips shall be used without fabric insulation.
The number and size of strands used in serpentine springing or any chair or settee shall be as follows:
NOTE For settee backs, strands are not required to be counter or cross-clipped.
Tension springs shall be fixed securely to ensure adequate strength and avoid damage to upholstery. They shall be continuous between points of fixing to frame and no metal extensions shall be
14substituted for any portion of the spring. The amount of stretch in a spring, when fixed, shall be between 38 mm and 50 mm.
The wire used in tension springs for seats shall be at least 1.63 mm and for backs at least 0.91 mm.
The coil diameters of tension springs shall be:
The number of tension springs used in any chair or settee shall be as follows:
The minimum number of compression springs shall be as follows:
Latex or polyurethane foam units shall be 12 mm from the edge of the sewn cushion material, and the thickness of the foam units shall be the same as that of the sewn cushion boarders. Where rubberised hair is used in conjunction with latex or polyurethane foam, it shall be firmly attached with a recommended adhesive solution to each surface of the foam unit.
The factory shall be clean and meet all national Occupational Safety and Health requirements.
15The machining of wood shall be precise and without defects. Special attention shall be directed to precise and careful execution of construction and joints. All furniture shall be free from direct saw marks or rough wood in places that are not normally visible. Planer marks, snipe or tear-out is not permitted.
All joints shall be close and without gaps. Joints shall be free from visible splittings, cracks or other defects as a result of joining. They shall be tight and well glued using an approved adhesive and following any instructions provided by the manufacturer in 3.14. All surplus adhesive shall be removed, to prevent tarnishing of the finish.
The atmosphere of the area where veneering is done shall be free from dirt and dust and shall be kept dry and draught-free.
All veneered man-made boards shall have a balancing veneer of similar weight with the grain running in the same direction. Joints in veneers shall be free from filler.
The lacquering and sanding area shall be free from dust and dirt. All finished furniture shall be uniform in quality, clean and free from defects that will affect their appearance and or serviceability.
All external surfaces shall be free from sharp edges, burrs and other hazards. Furniture shall remain in a stable and upright position when empty with all drawers, doors and other movable parts fully extended and open. All polished glass and mirrors shall be clean, free of waves, bubbles, flaws and scratches.
All chemicals and other materials used in the manufacture of a piece of furniture shall be free from banned substances, or have more than the permissible limits.
All labels shall be prominently and conspicuously displayed. All required information shall be legible, in the official language(s) of the country where it is sold and be in a letter size of 2 mm in height.
All labels shall be securely affixed to the furniture by whatever method the distributor or retailer chooses. It shall remain on or attached to the product until the completion of sale to the consumer.
The label on furniture shall have the following:
EXAMPLE “Do not scrape, scratch or scour”; “clean with soap and water only”; “protect from cosmetics and alcohol”.
In addition to the above requirements, the number of pieces in a set shall be identified and stated.
When labelling sets, only one item in the set shall be labelled, implying that this item is a representative sample of the lot.
Where any part of the exposed surface is covered by one or more materials, the type of material(s) shall be clearly stated on the label.
Furniture shall be inspected to determine compliance of materials, construction, workmanship and finish with the requirements of this standard.
17(informative)
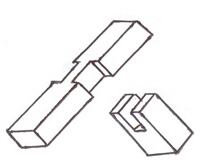
Figure A.1 — Bridle joint
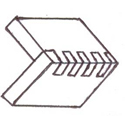
Figure A.2 — Combed joint
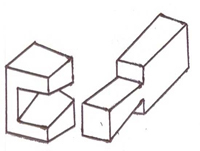
Figure A.3 — Dove tailed joint
18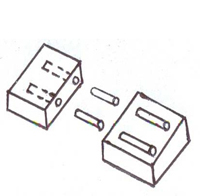
Figure A.4 — Dowelled joint
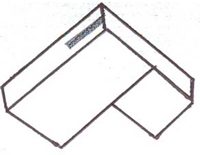
Figure A.5 — Halving joint
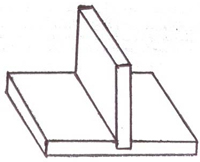
Figure A.6 — Housed joint
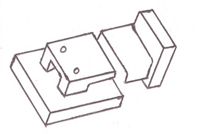
Figure A.7 — Knock-down fitting
19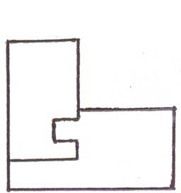
Figure A.8 — Lock joint
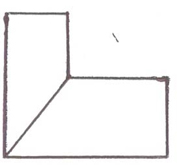
Figure A.9 — Mitre joint
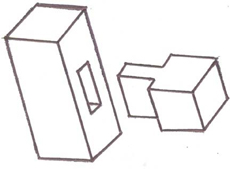
Figure A.10 — Mortise and tenon joint
20
The CARICOM Regional Organisation for Standards and Quality (CROSQ) was created as an Inter-Governmental Organisation by the signing of an agreement among fourteen Member States of the Caribbean Community (CARICOM). CROSQ is the regional centre for promoting efficiency and competitive production in goods and services, through the process of standardization and the verification of quality. It is the successor to the Caribbean Common Market Standards Council (CCMSC), and supports the CARICOM mandate in the expansion of intra-regional and extra-regional trade in goods and services.
CROSQ is mandated to represent the interest of the region in international and hemispheric standards work, to promote the harmonization of metrology systems and standards, and to increase the pace of development of regional standards for the sustainable production of goods and services in the CARICOM Single Market and Economy (CSME), and the enhancement of social and economic development.
CROSQ VISION:
The premier CARICOM organisation for the development and promotion of an Internationally Recognised Regional Quality Infrastructure; and for international and regional harmonized CARICOM Metrology, Standards, Inspection, Testing and Quality Infrastructure
CROSQ MISSION:
The promotion and development of standards and standards related activities to facilitate international competitiveness and the sustainable production of goods and services within the CARICOM Single Market and Economy (CSME) for the enhancement of social and economic development
21 22